免費建立商鋪,與百萬浙商做生意!
山東標準檢驗平臺技術要求 鑄鐵檢驗平臺生產廠家
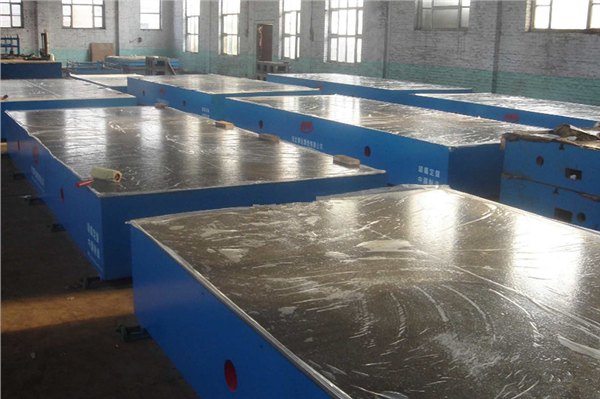
山東檢驗平臺\鑄鐵檢驗平臺適用于各種檢驗工作,精密測量用的基準平面,用于機床機械測量基準,檢查零件的尺寸精度或形位偏差,并作精密劃線.在機械制造中也是不可缺少的基本工具.
檢驗平臺\鑄鐵檢驗平臺規格:200mm×200mm—2000mm×4000mm(特殊規格可根據需方圖紙制作或雙方商定生產加工)
檢驗平臺\鑄鐵檢驗平臺技術參數:
1、檢驗平臺\鑄鐵檢驗平臺工斜面上涂上顯示劑,在不低于其精度等級的檢驗平臺\鑄鐵檢驗平臺上研合,在被檢驗平臺\鑄鐵檢驗平臺上顯示出明顯的接觸點,然后用一個50mm×50mm范圍內刻劃有2.5mm×2.5mm的400個小方格的透明薄板(如有機玻璃板)。
2、置于被檢檢驗平臺\鑄鐵檢驗平臺工作面的任意位置上,依次觀察每個方格內包含接觸點所占面積的比例(以1/10為單位)。
3、求上述比例數之和,除以4即為所檢測部位的接觸點面積的比率,為取得典型的數值.應在另一位置上測出接觸點面積的比率,求出兩次結果的平均值。
4、將平面波動儀放在檢驗平臺\鑄鐵檢驗平臺工作面上,沿任意一直線方向移動平面波動儀,移動距離為檢驗平臺\鑄鐵檢驗平臺對角線長度的一半且不應小于200mm取平面波動儀的指示表(分度值為0.001mm)上最在值與最小值之差,即為被檢檢驗平臺\鑄鐵檢驗平臺工作面的平面波動量。
5、將檢測裝置放在被檢驗平臺\鑄鐵檢驗平臺工作面上,在不加載荷時,將扭簧比較儀測頭與工作面相接觸(為使測量準確,測頭與工作面之間可放一塊薄量塊)且記下讀數,然后根據表5規定的額定載荷施加力且記下讀數。
6、兩次讀數之差即為被檢檢驗平臺\鑄鐵檢驗平臺工作面在額定載荷下的撓度值。
檢驗平臺\鑄鐵檢驗平臺檢驗標準:
1、用涂色法檢驗。
2、檢驗平臺\鑄鐵檢驗平臺精度:按國家標準計量檢定規程執行,分別為0,1,2,3級四個級別.
3、0級1級檢驗平臺\鑄鐵檢驗平臺在每邊為25㎜平方的范圍內不少于25點.
4、2級檢驗平臺\鑄鐵檢驗平臺在每邊為25㎜平方的范圍內不少于20點.
5、3級檢驗平臺\鑄鐵檢驗平臺在每邊為25㎜平方的范圍內不少于12點
檢驗平臺\鑄鐵檢驗平臺材質為高強度鑄鐵HT200-250工作面硬度為HB160—210.經過兩次處理(人工退火600—700度和自然時效2—3 年,使檢驗平臺\鑄鐵檢驗平臺的精度穩定,耐磨性能好.
檢驗平臺\鑄鐵檢驗平臺根據GB/t22095-2008標準檢驗平臺\鑄鐵檢驗平臺和制造,由加強板檢驗平臺\鑄鐵檢驗平臺和箱體式,面對一個矩形,正方形或圓形,材料HT200-300。檢驗平臺\鑄鐵檢驗平臺對刮削過程的工作面,工作面上可加工V形,T形,U形槽,燕尾槽,孔,長孔。檢驗平臺\鑄鐵檢驗平臺是用來測量基準平面或劃線工件,檢驗平臺\鑄鐵檢驗平臺使用預先安裝的水平,在每個支點負荷均勻分布,環境溫度(20±5)℃,使用時應避免振動。
更多山東檢驗平臺\鑄鐵檢驗平臺的詳細說明,圖片參考:http://www.btdgjx.com/ztpbpt/29.html
