免費建立商鋪,與百萬浙商做生意!
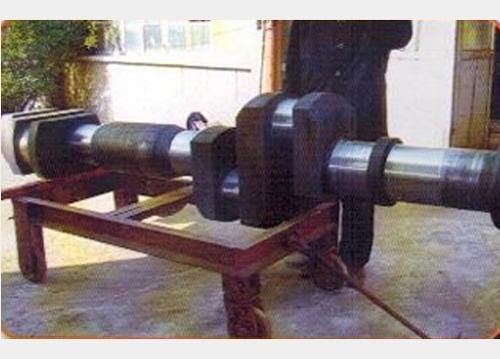
軸頸局部傷痕的修補:如曲軸各道軸頸的圓柱度誤差未超越規則極限,而僅有細微的擦傷、起槽、粗糙、疤痕和燒蝕等狀況,可用與軸頸寬度一樣的細砂布長條纏繞在軸頸上,再用麻繩或布條在砂布上繞兩三圈,然后往復拉動繩子的兩頭,進行光磨;或用特制的光磨夾具進行光磨。軸頸的傷痕磨去今后,為了進步軸頸的外表精度,可將軸頸和磨夾上的磨料清潔潔凈,涂上一層機油,再進行拋光。通常小型修配單位或自修發動機者,可用細銼刀將軸頸細心地用手工銼圓,邊銼邊用外徑千分尺細心地反復檢查,反復進行,再用繩子細砂布或磨夾予以拋光。這么修整,只要在具有嫻熟的、良好的鉗工技能根底才能確保一定的修整質量。
軸頸的修正:曲軸主軸頸和連桿軸頸的圓柱度誤差超越0. 025 mm時,即應按下一級修補尺度進行磨削。磨削曲軸軸頸應在專用的曲軸磨床上進行。