免費建立商鋪,與百萬浙商做生意!
鑄鋁轉子自動測試系統(ADS-ZR-A型)
一、概述:
目前對于快速大批量進行鑄鋁轉子質量分析的方法主要有電阻測量法和電感測量法兩種。第一種電阻測量法用于計算轉子電阻值,電阻值有助于分析轉子整體的質量,特別是標準性能方面如:效率、最大輸出功率和功耗等。電阻測量法有一定的弊端,主要是一方面電阻測量法對轉子故障的特性不能提供更多的信息,單一用電阻測量法無法確定問題的真正原因是由于轉子鋁條斷裂,還是端環有氣孔,或是斜槽角度不佳,而且電阻測量法也無法識別焊接、起動扭矩及電機噪音相關的某些問題。另一方面電阻測量法對于使用者來說難于設定標準界限,如果設定界限過嚴,造成大多數轉子被判定為不合格,這種差別尤其在工藝、原材料、熱處理等方面的輕微變化而顯得很突出。而設定界限較寬的話,就會造成幾乎沒有不良品。使用客戶很難根據自己產品的情況設置出合理的界限,在這種情況下,電阻測量法顯得有些難于實際的應用。
第二種電感測量法在測量時不需要使用定子。因此電感測量法可以測試出轉子很小的故障,被測轉子在以預定恒速接近傳感器磁場轉動,磁場接近轉子外周,足以使轉子鋁條穿過磁場,鋁條穿過磁場時,鋁條中便可以感應出電壓。產生的電流流過短路端環,使鋁條中產生渦流,這些交流電反過來又在轉子中產生自身的磁場,并使傳感器中感應出交流信號,每當一條轉子鋁條穿過磁場時,就會產生一個正弦波形,轉子在旋轉一周后,完成了一次完整的測量。
對于毫無缺陷的轉子,能產生幾乎完美的正弦波形,理論上來說,完美的轉子就會產生完美的正弦波形。無缺陷的轉子能使轉子中每個鋁條都產生相同的曲線,這就有可能用不同的標準來評定波形的差異程度,從而來判定質量,可接受的變異量用工藝能力分析法來決定。
電感測量法可以輕易測量出轉子鋁條發生斷裂、轉子鋁條中有空氣或氣孔以及斜槽角度誤差。電感測量法還可以根據相應的情況計算出轉子感應波形的總值,這個值對于轉子單條鋁條并不敏感,它只是對誤差敏感,因此,總值公差最為重要,要根據工藝能力和電機關鍵特性盡量設小,總值可以識別轉子中所有缺陷,如鋁質量不好、鐵芯質量不好、鋁條中有氣孔、發藍不好,這類缺陷在整個轉子中都有可能存在。
二、特點:
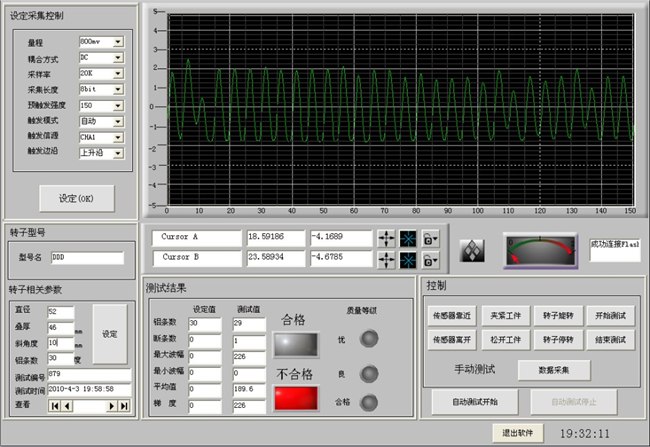
由上所述,電感測量法要遠比電阻測量法的優勢明顯,所以在鼠籠轉子的質量測量方面,電感測量法占據主導地位。該測試儀就是采用電感測量法進行測量,該設備可以在五秒鐘以內完成對一個鼠籠轉子的質量測量(真正的測量時間低于一秒)。測量結束時,電腦會自動顯示出測量結果以及判定是否合格,對不合格的產品顯示出是鋁條斷條、還是鋁條中有氣孔或雜質、還是槽角度不良。測量的項目有:最大值、最小值、峰峰值、平均值、占空比等。測量并控制的項目有:鋁條數、最小波幅、最大波幅、梯度、總值等。可以說,這樣的一次測量足以判定該轉子是否合格。
該系統可以進行自動和手動測量,自動測量用于正常的生產線測試,手動測量主要是用于調整工裝位置、判定系統故障,采集和設置系統參數。
該系統可以對不同疊高、不同直徑、不同鋁條數的鑄鋁轉子進行測量,在更換品種時,只需在手動情況下進行調整工裝位置,這十分有利于客戶降低采購成本,提高工作效率。
三、測試項目:
1、斷條、細條。
2、欠鑄、氣孔、沙眼、殘渣導條。
3、斜槽角度不良、導條的內部短路。
4、鐵芯及鋁條的一致性。
5、端環不良。
四、技術指標:
1、測量參數:波形峰峰值、最大值、最小值、平均值、有效值、占空比。
2、控制參數:
鋁條數:0~100條 精度:100%
最小波幅:0~50V 分辨力:1mV 精度:1%
最大波幅:0~50V 分辨力:1mV 精度: 1%
梯度:0~100%
總值:0~50V 分辨力:1mV 精度:1%
五、系統特點:
l、計算機采集、儲存測試數據。
2、鑄鋁轉子的測試數據分析,質量評估分析。
3、操作簡單,全中文界面。
4、采用TFT高分辨率大屏幕工業液晶顯示。
5、基于Windows XP的轉子測試分析軟件,包括統計軟件。
6、符合全球電機及壓縮機生產標準。
六、測試能力:
l、轉子外形尺寸:外徑最大300mm,疊高500mm以內(可根據客戶要求定制);
2、裝夾方式:手動或自動;
3、測試時間:(全部自動測試)5秒/只;
4、動力系統:氣動。
七、系統組成:
1、測量專用傳感器;
2、測試工裝夾具(無軸轉子夾具或有軸轉子夾具);
3、測量采集模板;
4、角度調節器;
5、位置傳感器
