免費建立商鋪,與百萬浙商做生意!
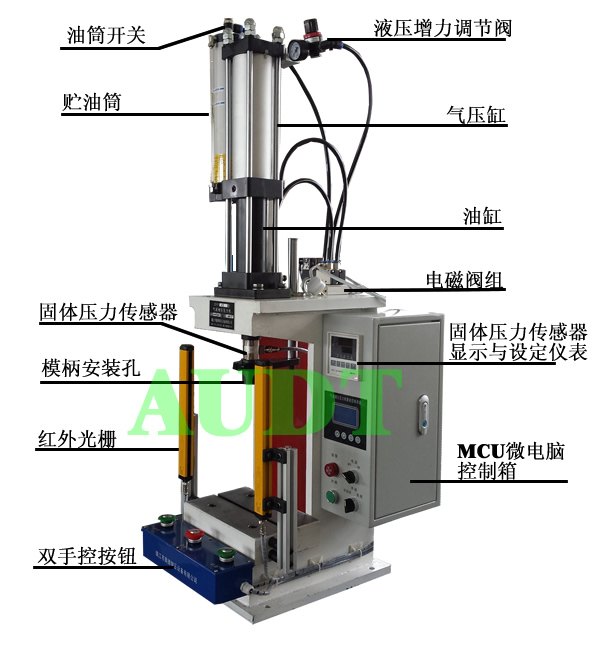
奧德鉚壓氣液增壓機工作原理
氣液增力壓力機 3T 1臺
輸入6bar氣壓時,最大沖壓力30KN(3T)
總行程100mm,其中增力行程20mm
6bar氣壓時,快進行程力340KG
6bar氣壓時,返回行程力302KG
含增力行程轉換閥(外接式)
含力行程控制節流閥"X"閥
壓縮空氣控制接口G3/8
機體形式為 開式臺式機型
工作臺面中心距模柄孔面垂直距離:250mm 喉口深度:90mm
工作臺面有中心垂直位置M12”T”型槽同時配備壓板螺栓與壓塊.
工作臺面尺寸250(左右)X180(前后)
在工作狀態下,操作人員將零件放入定位模具中,按下雙手按鈕啟動設備,氣缸快進行程工作,上模快速小力到位接觸工作,無沖擊,無噪音,上模具接觸工件,氣缸自動轉換為液壓缸的力行程,增力行程開始工作對產品進行壓鉚,同時并保壓,完成裝配成形動作,保壓時間完成后,油壓繼電器動作,控制上模返程.
系統維護裝置(氣源處理器三聯件)對輸入的干燥壓縮空氣再次進行水分分離、油霧化,并對輸入氣壓進行無級可調,從而實現沖壓力在規定的范圍內無級別可調。
設備帶緊急制動按鈕(急停開關),可使設備在任何位置,任何狀態都可立即返程。
本設備采用壓縮空氣驅動,具有能耗低、噪音小、無污染、具有軟到位功能;
設備需要清潔、干燥壓縮空氣驅動,氣壓3-6bar
設備顏色總體為白色。
鎮江市奧德鉚壓設備有限公司///奧德鉚壓氣液增壓機工作原理
