免費建立商鋪,與百萬浙商做生意!
我公司具有較高的管理水平,技術力量雄厚,檢測手段先進、公司產品規格齊全、價格合理,交貨及時,講究信譽,注重薄利多銷,以優質的服務,在市場上享有較高聲譽。我們保證您在我公司采購的任何一款產品都是超低價。
t型槽平臺一般的設計應該考慮到鑄造誤差和機械加工的誤差,鑄鐵平板的重量誤差一般不得超過10%,超過10%時,我們要對鑄鐵平板的質量做進一步的鑒定才可以確定此鑄鐵平板是否可以投入使用。
t型槽平臺的生產過程中會出現一些產品缺陷,只要采用正確的方法可以進行工藝彌補,鑄鐵平板工作面的缺陷是不可以忽視的重要部位,鑄鐵平板主要的缺陷包括:氣孔、沙孔、夾沙、縮松等.所以對鑄鐵平板的缺陷做修復時要嚴格按工藝要求處理。
t型槽平臺應進行烘干:對于干模造型烘干工藝,要按操作規程進行操作,烘干時間為8h以上,以防因烘干不透而造成砂、氣孔等缺陷。
t型槽工作臺制作模樣:模樣是鑄造生產主要的工藝裝備,也是鑄造生產的第一道工序,在保證幾何尺寸的同時。也要考慮生產規模及使用方便性。在制作過程中首先要考慮的是其工藝結構和性能。一方面提高生產率,另一方面要保證質量。在使用過程中要檢驗模樣的完整性,保證無缺陷使用。如果有缺陷要經過修理后才能夠使用。起模時要注意敲擊力度,鋁模要墊木塊進行敲擊,減少鋁模的受損程度。
合理的t型槽平臺工藝:操作者要嚴格按工藝過程進行操作,歷求量具鑄件結構使模樣制造簡單方便,使分型面數目少,具有拔模斜度,砂芯數量要少,有合理的壁厚,連接處要有過渡。選擇合理的澆注系統,使量具鑄件順序凝固,以得到組織均勻的量具鑄件。
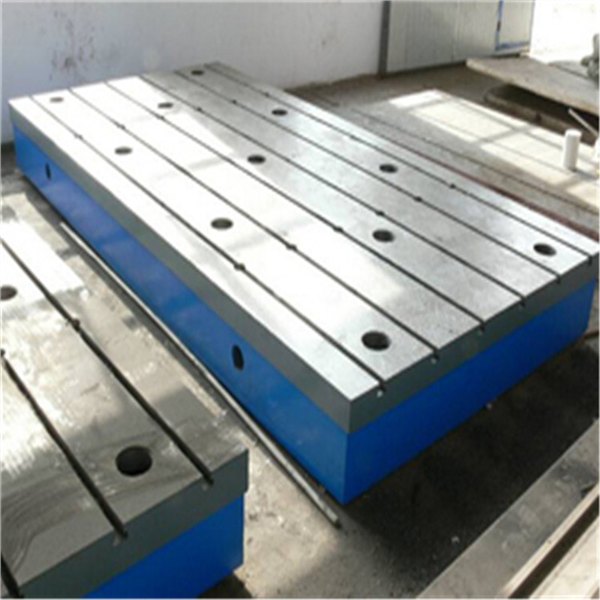
大型T型槽鑄鐵平臺平板輔助支撐點的運用方法
T型槽鑄鐵平臺廠家對大型鑄鐵平臺支撐點運用方法:鑄鐵平板在處于自由狀態時,其自重應均與地熱分布在四個主支承點上。輔助支承面應低于主支撐面。使用時輔助支承以與檢驗平臺剛接觸而不破壞主支承點為原則。也就是說,輔助支承點在加工、檢定、使用時應是不產生反力的,即不與支座接觸,只是在鑄鐵鑄鐵平臺廠家使用時才調整輔助支承使之接觸,但不得是支承力過大而超過主支承點承力。
T型槽鑄鐵平臺在包裝的時候一般都是采用了與鑄鐵平臺大小一致的木板加工成的木蓋來包裝檢驗平板,鑄鐵檢驗平臺包裝分為三部分:
1、首先我們要把鑄鐵平臺刮研留下的紅丹粉清理干凈。
2、再把鑄鐵平臺工作面上均勻的抹上一層防銹油以免在長途運輸中生銹。
3、抹好防銹油后鋪上一層塑料布,放上毯子避免在運輸時磕碰起高點影響精度給客戶使用帶來麻煩。蓋上事先準備好的木板蓋就好了。
聯系電話:0317-8036326手機:15076705865傳真:0317-8036326企業QQ:911197961郵箱:[email protected] 旺旺:泊頭君旭機械 我們的董事長協全體職工期待與您的合作。
