免費建立商鋪,與百萬浙商做生意!網會員")
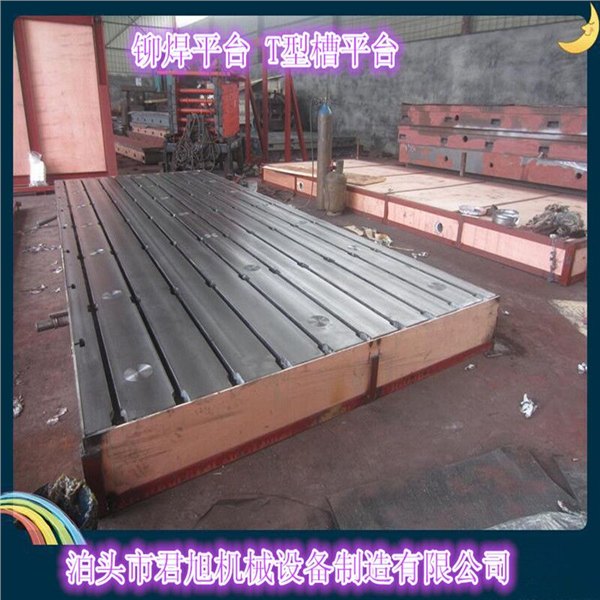
T型槽平板主要用來固定工件,是鉗工工人用來調試設備,裝配設備,維修設備的基礎工作平臺。T型槽平板的材質是什么?
T型槽平板材質是高強度鑄鐵HT200-300工作面硬度為HB170-240,T型槽平板經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使用該產品 的精度穩(wěn)定,耐磨性能好。
T型槽平板精度:按國家標準計量檢定規(guī)程執(zhí)行,分別為0、1、2、3四個等級。T型槽平板的精度降低時可以通過調試或刮研工藝恢復,T型槽平板使用壽命可以達到50-100年,在使用過程中不要在潮濕,有腐蝕,過高或過低的溫度環(huán)境下,否則影響其使用壽命。T型槽平臺板安裝:T型槽平板在使用時要先進行安裝調試,然后把檢驗平板的工作面清理干凈,在確認沒有問題的情況下使用,使用過程中,要注意避免工件和平板的工作面有過激的碰撞,防止損壞檢驗平板的工作面 T型槽平板重量不能超過檢驗平板的額定載荷,否則會造成工作質量降低,損壞平板的結構,甚至會造成平板變形,使之無法使用。
T型槽平臺也可用于動力機械設備的裝配及調試 T型槽平板的工作面采用刮削工藝,對于3級平板工作面也可以采用刨削工藝,刨削工作表面的表面粗糙度按輪廓算術平均偏差Ra值應不大于5um。
鑄鐵T型槽平臺刮研的詳細工序:
1、粗刮階段: T型槽工作臺粗刮的首要任務應先解決形位誤差問題。如不先解決好,留到粗刮好后再解決平行度,不但費工費時而且延誤工期。粗刮刀跡要寬大、要大刀闊斧地進行。對每個點只刮一次不刮第二次。刀跡方向是同方向順次排列,每輪變換一次。經過反復循環(huán)不斷刮研,黑點由稀少變稠密,由不均勻分布至均勻分布,當任意刮方(25mm×25mm)達到4~6點時,表面粗糙度達到Ra2.5~Ra3.2時即宣告粗刮階段的中止。
2、細刮階段: 鑄鐵平臺的細刮是在粗刮基礎上進行。細刮的任務主要解決表面質量問題,即接觸精度、幾何精度(平面度達到0.01mm/500mm2)、表面粗糙度(Ra1.6~Ra3.2),同時還要兼顧到形位誤差。細刮的刀跡寬為6~8mm,長10~12mm,刀跡建議采用直推加扭轉法,正“6”塊反“6”塊刀跡較好,當任意刮方達到10~12點時細刮階段即宣告中止。
3、精刮階段:T型槽平臺精刮是在細刮基礎上進行的,精刮的任務是進行提高刮研表面質量,兼顧、核定形位誤差。精刮要磨好平面刮刀,要鋒利,落刀要穩(wěn)要輕,特別要避免刀角劃傷表面,精刮刀跡寬5~7mm,甚至更窄更短,視刮削平面大小而變化。刀跡建議采用左扭轉法或右扭轉法,刮削時用力宜小,刮花則例外。
T型槽平板上帶有T型槽,T型槽的作用就是配合螺栓和螺桿對工件進行固定,方便焊接和裝配等工作,T型槽的尺寸要根據使用螺栓的尺寸來定,T型槽的規(guī)格尺寸一般都是按客戶需要定制的,建新量具加工定制T型槽的方法大致如下:
1、按照在鑄鐵平板的端面和上平面已經畫好的加工線找正和裝夾平板。
2、用切槽刀刨出直角槽。如果T型槽較小(槽寬小于100mm),頂部直角槽精度要求不高,可在一次走刀中切出,使其寬度等于T形槽槽口的寬度。如果T形槽較小和槽口精度要求較高或T形槽較大時,必須粗刨和精刨兩次刨出直角槽。
3、刨側面左右凹槽。加工前,用鑄鐵直角尺或鑄鐵方尺檢查彎頭切刀切削刃與鑄鐵平板頂面是否垂直,若不垂直,則應重新調整刀具到保證垂直為止。然后用彎頭切刀分別刨削左右側面的凹槽。
4、倒角。用兩個主偏角均為45°的尖頭刨刀倒角。
T型槽刨削的注意事項:
1、鑄鐵平板刨T型槽的凹槽時,切削用量要求,并且要用手動走刀,以免損壞刀具和工件。
2、在刨削T型槽過程中要注意刀具的非切削部分不要與鑄鐵平板發(fā)生摩擦或碰撞,以免造成事故或產生廢品。
3、每次切削行程的終了、回程開始之間,要切刨刀抬出槽處。因此,前后越程都應該適當放大,以便有較充足的進間和空間抬刀或落刀
購買前請聯(lián)系客服【0317-8036326或手機15076705865】來了解產品更多細節(jié)我們是專業(yè)生產鑄鐵平臺的廠家,我們生產鑄鐵平臺系列將近30年。我們希望我們的客戶在選擇鑄鐵量具的時候要選擇正規(guī)的廠家,以免走了彎路花了冤枉錢,就連最基本的售后都難保證。
