免費建立商鋪,與百萬浙商做生意!網(wǎng)會員")
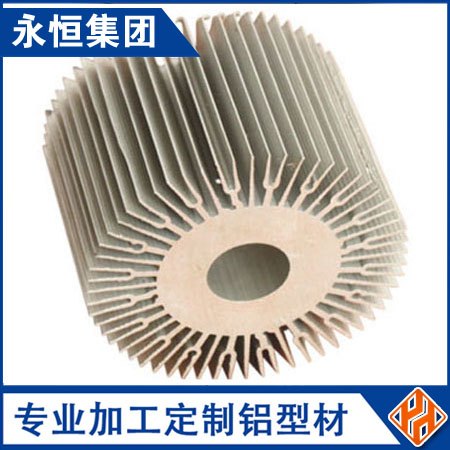
鋁型材散熱器又稱作散熱器鋁型材或太陽花鋁型材,鋁型材散熱器具有外型美觀、重量輕、散熱性能好,節(jié)能效果好等特點。
貴陽歐卡德工業(yè)自動化科技有限公司憑借長期積累的技術(shù)經(jīng)驗和生產(chǎn)工藝,集鋁合金型材具有較好的導(dǎo)熱性能等特點,研發(fā)出能滿足客戶對產(chǎn)品差異化、特殊化和個性化方面的要求定制的鋁型材散熱器。
加工好的鋁型材散熱器表面經(jīng)過陽極氧化進行表面處理以增加鋁材的抗蝕性、耐磨性及外表的美觀度。
目前國內(nèi)常用的鋁型材散熱器類型有:電子、電器、電腦散熱器鋁型材,太陽花鋁型材散熱器,電力半導(dǎo)體用散熱器型材等。
鋁型材散熱器因其優(yōu)越的性能被廣泛應(yīng)用于:機械、汽車、風(fēng)力發(fā)電、工程機械、空壓機、鐵路機車、家用電器等行業(yè)領(lǐng)域。
鋁型材散熱器主要有高壓鑄鋁和拉伸鋁合金焊接兩種。鋁型材散熱器其優(yōu)點主要有:
①鋁型材散熱器的散熱性較好,節(jié)能的特點十分明顯,在同樣的房間里,如果用同樣規(guī)格的暖氣片,鋁鑄的片數(shù)要比鋼制少。
②鋁型材散熱器的耐氧化腐蝕性能好,不用添加任何添加劑,其原理是,鋁一旦遇到空氣中氧,便函生成一層氧化膜,這層膜既堅韌又致密,防止了進一步對本體材料的腐蝕。選擇鋁型材散熱器,最好選擇高壓鑄鋁模塊組合式散熱器。這種鋁型材散熱器是一次整體壓鑄成型的,因此無焊縫漏水問題。而且其最大的優(yōu)點是產(chǎn)品不受小區(qū)采暖系統(tǒng)的限制,即使在開放式鍋爐系統(tǒng)中也能不受氧氣腐蝕由于采用模塊組合式的設(shè)計,在經(jīng)過一個采暖季后,如果發(fā)現(xiàn)室內(nèi)溫度不夠,還可以在第二年再加裝一、兩片來滿足自己的需要,而不必像鋼制散熱器需要把整組暖氣都換掉。另外,由于鋁型材散熱器對水質(zhì)的要求與鋼不一樣,所以應(yīng)避免鋁制散熱器與其他材料混合安裝。
鋁型材散熱器產(chǎn)品規(guī)格:可根據(jù)客戶要求定制生產(chǎn)
材質(zhì):鋁合金
生產(chǎn)工藝:鋁型材擠壓成型
表面處理:陽極氧化
鋁型材散熱器應(yīng)用領(lǐng)域:該系列鋁型材散熱器廣泛應(yīng)用于變頻器、新能源、電力電子、通訊等領(lǐng)域。
鋁型材散熱器是用來傳導(dǎo)、釋放熱量的一系列裝置的統(tǒng)稱。目前散熱器主要有采暖散熱器、計算機散熱器,其中采散熱器又可根據(jù)材質(zhì)和工作模式分為若干種,計算機散熱器可根據(jù)用途和安裝方法分為若干種。
永恒鋁材是一家集鋁型材,工業(yè)鋁型材,鋁型材加工,鋁型材散熱器,型材模具,鋁材擠壓,機加工,后處理一條龍服務(wù)的鋁型材加工廠,能夠從設(shè)計構(gòu)思、形成圖紙到制成成品給客戶提供一站式服務(wù),同時也可以對外單獨提供原材料或者后加工工序。機加工工序有:開料,沖壓,數(shù)控銑削,數(shù)控車削,鉆孔,攻牙;表面處理方式有拋光,拉絲,噴砂,著色氧化,能夠陽極氧化4米以內(nèi)的短料鋁材。我們的產(chǎn)品只是專業(yè)針對工業(yè)鋁型材,常見工業(yè)鋁型材有以下類別:裝飾鋁型材、流水線鋁型材、設(shè)備鋁型材、家具鋁型材、健身器材鋁型材、醫(yī)療設(shè)備鋁型材、汽車功放散熱器類鋁型材,燈飾鋁型材。其中常做產(chǎn)品有:鋁材電源外殼,鋁材電源鋁盒,LED燈鋁材外殼,鋁材功放面板,鋁材門鈴面板,鋁材音柱,鋁材硬盤盒外殼,鋁材電子散熱器,鋁材汽車功放散熱器和各種鋁圓管、鋁方管、鋁棒等。
在此同時為方便客戶:我們努力的了解、學(xué)習(xí)更多與之相關(guān)的工藝,經(jīng)過深思熟慮與多次接觸篩選之后,最終與進行相關(guān)服務(wù)的多家質(zhì)量過關(guān),價格低廉的公司進行深度合作,能同時為客戶提供包括前期的:模具設(shè)計、制作、保養(yǎng)、維修、原材料生產(chǎn)(主要是擠壓與壓鑄)與后期的表面處理:拉絲、噴砂、各類氧化、噴涂、絲印等。各項環(huán)節(jié)均不遺余力的嚴格把關(guān)。盡最大努力讓客戶降低采購成本,進行一條龍生產(chǎn),歡迎新老客戶來圖來樣訂制生產(chǎn)。
鋁型材散熱器又稱作散熱器鋁型材或太陽花鋁型材,鋁型材散熱器具有外型美觀、重量輕、散熱性能好,節(jié)能效果好等特點。
山東永恒集團憑借長期積累的技術(shù)經(jīng)驗和生產(chǎn)工藝,集鋁合金型材具有較好的導(dǎo)熱性能等特點,研發(fā)出能滿足客戶對產(chǎn)品差異化、特殊化和個性化方面的要求定制的鋁型材散熱器。加工好的鋁型材散熱器表面經(jīng)過陽極氧化進行表面處理以增加鋁材的抗蝕性、耐磨性及外表的美觀度。目前國內(nèi)常用的鋁型材散熱器類型有:電子、電器、電腦散熱器鋁型材,太陽花鋁型材散熱器,電力半導(dǎo)體用散熱器型材等。鋁型材散熱器因其優(yōu)越的性能被廣泛應(yīng)用于:機械、汽車、風(fēng)力發(fā)電、工程機械、空壓機、鐵路機車、家用電器等行業(yè)領(lǐng)域。
鋁型材散熱器主要有高壓鑄鋁和拉伸鋁合金焊接兩種。其優(yōu)點主要有:
①鋁型材散熱器的散熱性較好,節(jié)能的特點十分明顯,在同樣的房間里,如果用同樣規(guī)格的暖氣片,鋁鑄的片數(shù)要比鋼制少。
②鋁型材散熱器的耐氧化腐蝕性能好,不用添加任何添加劑,其原理是,鋁一旦遇到空氣中氧,便函生成一層氧化膜,這層膜既堅韌又致密,防止了進一步對本體材料的腐蝕。選擇鋁型材散熱器,最好選擇高壓鑄鋁模塊組合式散熱器。這種鋁型材散熱器是一次整體壓鑄成型的,因此無焊縫漏水問題。而且其最大的優(yōu)點是產(chǎn)品不受小區(qū)采暖系統(tǒng)的限制,即使在開放式鍋爐系統(tǒng)中也能不受氧氣腐蝕由于采用模塊組合式的設(shè)計,在經(jīng)過一個采暖季后,如果發(fā)現(xiàn)室內(nèi)溫度不夠,還可以在第二年再加裝一、兩片來滿足自己的需要,而不必像鋼制散熱器需要把整組暖氣都換掉。另外,由于鋁型材散熱器對水質(zhì)的要求與鋼不一樣,所以應(yīng)避免鋁制散熱器與其他材料混合安裝。
插片鋁型材散熱器采用直管推式通脹機進行脹管使得鋁型材管壁與襯管都達到塑性變形,插片散熱器回彈后結(jié)合緊密、表面光滑、尺寸精度高采用插接組裝可達到100%不漏。因此生產(chǎn)環(huán)節(jié)沒有廢品產(chǎn)生減少了能源的浪費。另外組裝過程中不需要焊接,對插片散熱器表面沒有過熱影響,節(jié)約了大量的人力和能源。另外,插片散熱器沒有組裝所需要的工藝裸漏襯管,整體強度高、不會因安裝不慎造成變形和滲漏。
一、對于高密齒和舌比大的模具試模時,第一支鋁棒必須是150-200mm的短鋁棒或純鋁棒。
二、試模前,必須調(diào)整好擠壓中心,擠壓軸、盛錠筒和模座出料口在一條中心線上。
三、在試模和正常生產(chǎn)過程中,鋁棒加熱溫度要保證在480-520℃之間。
四、模具加熱溫度按常規(guī)模具溫度,控制在480℃左右,直徑200mm以下的平模保溫時間不得少于2小時,如果是分流模保溫在3小時以上;直徑大于200mm以上的模具保溫4-6小時,以保證模具芯部溫度與外部溫度的均勻。
五、在試模或生產(chǎn)前,必須用清缸墊清理干凈盛錠筒內(nèi)膽,并查看擠壓機空運行是否正常。
六、試模或剛開始生產(chǎn)時,擠壓機自動檔關(guān)掉,各段開關(guān)歸零位。從最小壓力開始慢慢的起壓,出料大概3-5分鐘,鋁填充過程時主要控制好壓力。壓力控制在100Kg/cm2以內(nèi),電流表數(shù)據(jù)為2-3A以內(nèi),一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生產(chǎn)時擠壓速度以壓力小于120Kg/cm2為準。
鋁型材散熱器采用直管推式通脹機進行脹管使得鋁型材管壁與襯管都達到塑性變形,回彈后結(jié)合緊密、表面光滑、尺寸精度高采用插接組裝可達到100%不漏。插片散熱器因此生產(chǎn)環(huán)節(jié)沒有廢品產(chǎn)生減少了能源的浪費。另外組裝過程中不需要焊接,對插片散熱器表面沒有過熱影響,節(jié)約了大量的人力和能源。另外,插片散熱器沒有組裝所需要的工藝裸漏襯管,整體強度高、不會因安裝不慎造成變形和滲漏。
鋁型材散熱器的生產(chǎn)工藝規(guī)程
一、對于高密齒和舌比大的模具試模時,第一支鋁棒必須是150-200mm的短鋁棒或純鋁棒。
二、試模前,必須調(diào)整好擠壓中心,擠壓軸、盛錠筒和模座出料口在一條中心線上。
三、在試模和正常生產(chǎn)過程中,鋁棒加熱溫度要保證在480-520℃之間。
四、模具加熱溫度按常規(guī)模具溫度,控制在480℃左右,直徑200mm以下的平模保溫時間不得少于2小時,如果是分流模保溫在3小時以上;直徑大于200mm以上的模具保溫4-6小時,以保證模具芯部溫度與外部溫度的均勻。
五、在試模或生產(chǎn)前,必須用清缸墊清理干凈盛錠筒內(nèi)膽,并查看擠壓機空運行是否正常。
六、試模或剛開始生產(chǎn)時,擠壓機自動檔關(guān)掉,各段開關(guān)歸零位。從最小壓力開始慢慢的起壓,出料大概3-5分鐘,鋁填充過程時主要控制好壓力。壓力控制在100Kg/cm2以內(nèi),電流表數(shù)據(jù)為2-3A以內(nèi),一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生產(chǎn)時擠壓速度以壓力小于120Kg/cm2為準。
七、模具在試模或生產(chǎn)過程中,如發(fā)現(xiàn)堵模、偏齒、快慢偏差太大等現(xiàn)象時要立刻停機,并以點退的方式卸模,避免模具報廢。
八、在試模或生產(chǎn)過程中,出料口必須通暢,墊支或夾具松勁根據(jù)出料情況合理掌握。隨時觀察發(fā)現(xiàn)異常情況,及時處理,該停機時要立即停機。
九、矯直過程中,要認真檢測前后變化,操作規(guī)范,用力適度,嚴保產(chǎn)品質(zhì)量。
十、按照生產(chǎn)計劃單要求合理定尺,鋸切時,鋸齒進料速度不能太快,避免打傷端頭,端頭必須鉗正,去掉飛邊和毛刺。
十一、裝筐要規(guī)范,包括墊條要擺放合理,避免損傷型材。
十二、插片散熱器溫度控制在190±5℃,保溫2.5-4小時,出爐后進行風(fēng)冷。
在此同時為方便客戶:我們努力的了解、學(xué)習(xí)更多與之相關(guān)的工藝,經(jīng)過深思熟慮與多次接觸篩選之后,最終與進行相關(guān)服務(wù)的多家質(zhì)量過關(guān),價格低廉的公司進行深度合作,能同時為客戶提供包括前期的:模具設(shè)計、制作、保養(yǎng)、維修、原材料生產(chǎn)(主要是擠壓與壓鑄)與后期的表面處理:拉絲、噴砂、各類氧化、噴涂、絲印等。各項環(huán)節(jié)均不遺余力的嚴格把關(guān)。盡最大努力讓客戶降低采購成本,進行一條龍生產(chǎn),歡迎新老客戶來圖來樣訂制生產(chǎn)。
關(guān)于我們 | 友情鏈接 | 網(wǎng)站地圖 | 聯(lián)系我們 | 最新產(chǎn)品
![]() 浙江民營企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙江民營企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙ICP備11047537號-1
