免費建立商鋪,與百萬浙商做生意!網(wǎng)會員")
鋼絲繩輸送帶生產(chǎn)鋼絲繩輸送帶生產(chǎn)廠家哪家好隆源供
隆源通達鋼絲繩芯輸送帶硫化搭接膠接的詳細(xì)步驟
(1)鋼絲繩芯輸送帶接頭的制作
將每個帶頭的網(wǎng)絲全部割開,并刮去表面的附膠,把鋼絲根部的鋼絲繩芯輸送帶用角磨機打成斜坡,約100mm寬,再沿斜坡向外打磨150mm,去除原鋼絲繩芯輸送帶表面并打毛。用120#汽油將鋼絲及打磨面清洗干凈。
(2)鋼絲繩芯輸送帶的鋪設(shè)及鋼絲的搭接
先在下加熱板的表面鋪一層干凈的塑料膜,再鋪設(shè)一層膠料,使膠料與兩端接頭的斜面吻合。然后按要求搭接好鋼絲,涂刷膠漿,保證膠漿的涂刷均勻、均布。再鋪上膠料,同樣使膠料與兩端的斜面吻合,上面鋪一層塑料膜,完成鋼絲繩芯輸送帶接頭的鋪設(shè)及鋼絲的搭接。
(3)硫化機的安裝
①下機架的擺放使端部對齊,機架的中心線與鋼絲繩芯輸送帶的中心線對齊。然后放置水壓板、傳壓板及下硫化板、硫化板的擺放以其工作面的中心線為基準(zhǔn),并與鋼絲繩芯輸送帶的中心線對齊。
②待鋼絲繩芯輸送帶膠接部位按工藝制作好后,在膠接部位的兩側(cè)用擋鐵夾緊。
③再依次擺放上硫化板、水壓板、及上隔熱板,最后擺放上機架。均要求其工作面的中心線與鋼絲繩芯輸送帶中心線對齊,裝上連接螺栓,并逐個上緊。
④硫化機緊固后,分別接好高壓水管及電線插頭及加壓泵。
(4)硫化操作
①準(zhǔn)備就緒后,對各部件作一次仔細(xì)檢查,確認(rèn)無問題后,便可給硫化機送電硫化。
②加熱電源的設(shè)定溫度為140~150°,開始硫化時,水壓加壓至1Mpa。
③當(dāng)硫化加熱至100°時,繼續(xù)加壓至1.4Mpa。
④當(dāng)溫度升至140~145°時,開始保溫20分鐘。
⑤保溫達到時間后,硫化結(jié)束。待自然冷卻至60°時,拆卸設(shè)備,完成鋼絲繩芯輸送帶的硫化。
??以上就是隆源通達鋼絲繩芯輸送帶硫化搭接膠接的詳細(xì)步驟,希望能給大家?guī)韼椭?/p>
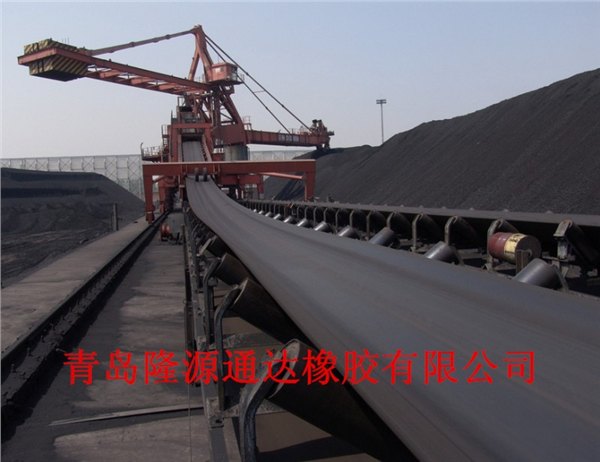
?鋼絲繩芯輸送帶首選青島隆源通達橡膠有限公司!我公司生產(chǎn)的輸送帶具有優(yōu)異的抗沖擊性和耐磨性能,抗拉伸強度高,使用壽命長,能更好的滿足礦山運輸、冶金、建材、化工、港口、電力等行業(yè)的物料輸送,產(chǎn)品暢銷全國各地,深受用戶好評。歡迎新老客戶來電咨詢洽談!
公司地址:山東省青島即墨市通濟辦事處寶龍生活廣場A區(qū)2803室
聯(lián)系電話:4006011957
公司網(wǎng)址:qdlyxj/
?
關(guān)于我們 | 友情鏈接 | 網(wǎng)站地圖 | 聯(lián)系我們 | 最新產(chǎn)品
![]() 浙江民營企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙江民營企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙ICP備11047537號-1
