免費建立商鋪,與百萬浙商做生意!網(wǎng)會員")
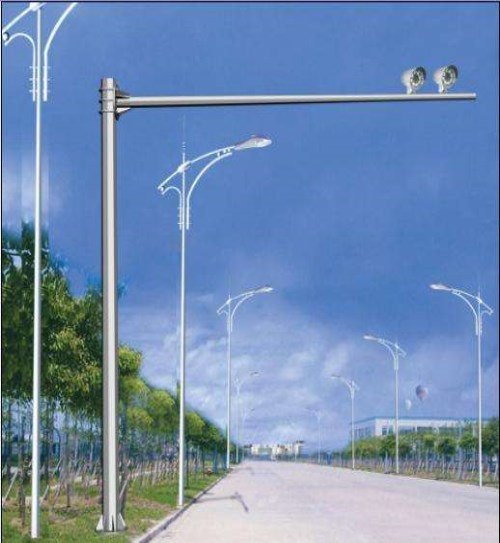
八角監(jiān)控桿鍍鋅噴塑的生產(chǎn)工藝1、切割下料在整個開料過程中,采用數(shù)控自動等離子切割,長恒照明,.長恒照明,切口精細,切縫不超過1mm,為后續(xù)工藝創(chuàng)造許多有利條件。2、成形采用長達13米數(shù)控液壓折彎機,控制精度高,燈桿成形美觀,圓度不大于1mm,外表光滑,一次成形達13米以上。3、焊接采用數(shù)控自動收口機焊接。此設(shè)備集收口、焊接功能于一體,克服了傳統(tǒng)由于合攏需點焊而影響整條直焊縫的整體性;焊縫一次成形,表面均勻,直線度不大于2‰。4、配門(1)配電門采用數(shù)控等離子切割機切割、具有精度高、切割小等優(yōu)點,與桿體渾然一體。(2)桿門內(nèi)配有接地裝置和接地線。5、整形本公司在整個生產(chǎn)過程中,分兩次整形。第一次在燈桿縱縫焊接完成后進行,有利于燈桿組焊的正確性和整批燈桿外觀的一致性;第二次在鍍鋅后,噴塑前進行,用于消去熱鍍鋅由于熱應(yīng)力所造成的燈桿的彎曲。成品保證燈桿直線度不大于1‰,全長不大于5mm。6、鍍鋅熱浸鍍鋅生產(chǎn)工藝主要分為下列幾個流程:鍍鋅前檢驗→酸洗→助鍍→烘干→鍍鋅→鈍化→檢驗6.1、鍍鋅前檢驗:在鍍鋅前對燈桿的表面進行檢驗,是否存在油漆焊渣等雜物,如果存在必須進行清除,并檢查是否留有鍍鋅工藝孔。6.2、酸洗:6.2.1、除油對燈桿表面的油污進行清除,將燈桿放入除油劑中浸泡30分鐘左右,待沒法除盡方疒可,然后進行清洗。6.2.2、酸洗對燈桿表面的氧化層進行清洗,在鹽酸中浸泡,根據(jù)氧化程度不同浸泡時間不同,長恒照明,.長恒照明,待燈桿表面全部氧化層清洗干凈后,方可進入下道工序,如果表面有局部氧化層,道路八角監(jiān)控桿,揚州長恒照明有限公司,需用工具打磨后再酸洗20分鐘左右,酸液成分24小時分析一次。酸洗完成后,必須在清洗池中進行清洗以去除燈桿表面的酸根離子。清洗次數(shù)必須在兩次以上。6.3、助鍍當燈桿清洗完成后,進入助鍍池中進行助鍍處理,溫度在60-70攝氏度,時間約為3分鐘,助鍍劑成分4小時分析一次。6.4、烘干進行助鍍后,燈桿放在烘干臺上進行烘干,待燈桿烘干完畢后方可進入鍍鋅池中進行鍍鋅。6.5、鍍鋅燈桿在進鍍鋅鍋時需緩慢進入,在鋅液中停留時間約為3-5分鐘,在漂灰時必須干凈。任何燈桿慢慢提升,道路八角監(jiān)控桿,揚州長恒照明有限公司,使得表面的鋅流均勻平整,隨后進行水冷卻。鋅液成分8小時分析一次。6.6、鈍化經(jīng)過水冷卻后,為防止鍍鋅表面產(chǎn)生氧化,必須對鍍鋅表面進行鉻酸處理,同時表面會產(chǎn)生黃色鈍化斑,雨水沖淋后自然褪去。6.7、檢驗成品冷卻后,進行整修。對于小的行刺、積瘤等缺陷進行清除,使得表面光潔平整。檢驗以檢查鋅層厚度(厚度標準為80-100um)、結(jié)合力、表面光潔度、平整度、有無色差及發(fā)黑等現(xiàn)象。如符合標準方可進入下道工序,如不符合則重新鍍鋅。采用先進的熱浸鍍鋅技術(shù)工藝和國內(nèi)先進的鍍鋅設(shè)備,同時解決了噴鋁和噴鋅只能是一種的物理結(jié)合,沒有形成鋅鈦合金金屬附著力凵差,使用壽命短的問題。八角監(jiān)控桿加工說明:(1)材質(zhì):監(jiān)控立桿鋼材材質(zhì)為國際保準低硅低碳高強度q235,壁厚度≥4mm,底法蘭厚度≥14mm。(2)設(shè)計:監(jiān)控立桿結(jié)構(gòu)及基礎(chǔ)結(jié)構(gòu)尺寸計算,依招客戶確定的外觀形狀及廠家的構(gòu)造參數(shù)按抗震6級、抗風(fēng)力8級設(shè)防.(3)焊接工藝:應(yīng)采用電焊接,整個桿體無漏焊,焊縫平整,無焊接缺陷。(4)噴塑工藝:鍍鋅后鈍化處理,噴塑附著力好,厚度≥65μm。噴塑采用進口優(yōu)質(zhì)塑粉。符合astmd3359-83標準。(5)桿體觀感:造型及尺寸符合用戶要求,造型流暢和諧,美觀大方,色澤均勻,鋼管直徑選用合理。監(jiān)控立桿為圓椎八角形結(jié)構(gòu),八角錐形桿整體無變形扭曲。桿體圓度標準1.0mm≤。桿體表面光滑一致,無橫向焊縫。刀片劃痕測試(25×25mm方格)噴塑層粘貼力強不輕易剝落。密封立桿并包頂端以防水氣進入,防水內(nèi)漏措施可靠。(6)垂直度檢驗:監(jiān)控立桿直立后,使用經(jīng)緯儀對桿的兩向垂直度作檢驗,垂直度偏差≤1.0%。基本結(jié)構(gòu):常用監(jiān)控立桿道路監(jiān)控桿電子警察立桿八角由立桿、連接法蘭、造型支臂、安裝法蘭及預(yù)埋鋼結(jié)構(gòu)構(gòu)成。監(jiān)控立桿及其主要構(gòu)件應(yīng)為耐用結(jié)構(gòu),由能承受一定的機械應(yīng)力,電動應(yīng)力及熱應(yīng)力的材料構(gòu)成,此材料和電器元件應(yīng)采用防潮,無自爆,耐火或阻燃產(chǎn)品。監(jiān)控立桿及其主要構(gòu)件的所有外露金屬表面均應(yīng)采用熱浸鍍鋅層防護,鍍鋅層均勻且厚度不小于55μm。監(jiān)控立桿及其主要構(gòu)件結(jié)構(gòu)裝配的質(zhì)量應(yīng)滿足下列要求:監(jiān)控立桿及其主要構(gòu)件高度允許偏差±200mm;監(jiān)控立桿及其主要構(gòu)件截面尺寸允許偏差±3mm;監(jiān)控立桿及其主要構(gòu)件安裝后塔軸線位移允許偏差±5mm;監(jiān)控立桿及其主要構(gòu)件垂直允許偏差為塔身高度的1/1000;監(jiān)控立桿及其主要構(gòu)件尺寸應(yīng)協(xié)調(diào)一致,室外攝像機監(jiān)控方位起到良好的導(dǎo)向、定位作用。鋼結(jié)構(gòu)的聯(lián)接螺栓應(yīng)簡單統(tǒng)一,螺栓規(guī)格宜不小于M10,連結(jié)應(yīng)有防松動措施,且牢固可靠。監(jiān)控立桿及其主要構(gòu)件所有焊接處焊縫應(yīng)符合標準要求,表面應(yīng)光滑平順,無氣孔、焊渣、虛焊及漏焊等缺陷。在滿足最大風(fēng)荷載強度的條件下,立桿及其主要構(gòu)件頂部的位移(繞度值)應(yīng)不小于立桿及其主要構(gòu)件高度的1/200.監(jiān)控立桿及其主要構(gòu)件具備防雷功能。攝像頭的非帶電金屬形成整體,通過外殼上的接地螺栓與接地線連接。監(jiān)控立桿及其主要構(gòu)件外殼的防護等級不小于:IP55,立桿及其主要構(gòu)件的防護等級應(yīng)滿足露天使用環(huán)境的要求。監(jiān)控立桿及其主要構(gòu)件應(yīng)能實現(xiàn)電動和手動升降,升降過程應(yīng)保持勻速、平穩(wěn)、安全,在升降速度為8m/min的條件下,電動機功率應(yīng)≤450W;手動扭轉(zhuǎn)應(yīng)≤40N.m。監(jiān)控立桿及其主要構(gòu)件應(yīng)設(shè)有可靠接地裝置,其接地電阻應(yīng)≤4歐姆。監(jiān)控立桿及其主要構(gòu)件基礎(chǔ)的型式和尺寸應(yīng)根據(jù)攝像機監(jiān)控安裝處的地震烈度、風(fēng)荷載強度、地質(zhì)條件及用戶提出的具體要求確定,應(yīng)按照要求提供具體安裝圖樣及必要的施工要求(具體應(yīng)包含:基礎(chǔ)混凝土強度不得低于C20;基礎(chǔ)頂部應(yīng)預(yù)埋M24地腳螺栓,螺栓露出基礎(chǔ)高度應(yīng)不小于100mm,螺栓的預(yù)埋位置偏差不得大于±2mm;引入電纜預(yù)埋鋼管的位置及規(guī)格等)。監(jiān)控立桿及其主要構(gòu)件的室外控制開關(guān)箱應(yīng)采用不銹鋼箱體,并對其表面作噴塑處理。立桿采用Φ159×6直縫鋼管;立桿與橫支臂的連接端頭(0.2m)采用Φ89×4.5直縫鋼管,焊接加強板.長恒照明___道路八角監(jiān)控桿
關(guān)于我們 | 友情鏈接 | 網(wǎng)站地圖 | 聯(lián)系我們 | 最新產(chǎn)品
![]() 浙江民營企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙江民營企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙ICP備11047537號-1
