免費建立商鋪,與百萬浙商做生意!
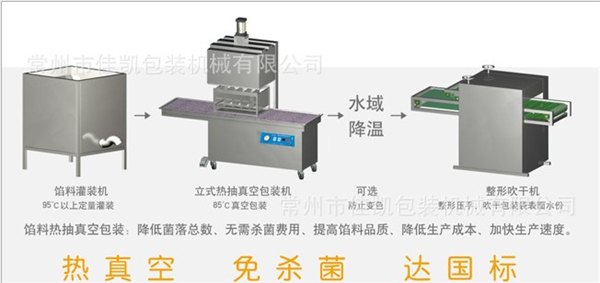
餡料熱抽真空包裝生產線
熱真空 免殺菌 達國標
產流程對比 傳統生產流程(5kg/包) 步驟流程說明 1餡料出鍋餡料溫度約在95-105℃左右 2第一次降溫溫度太高,人工無法直接稱重灌裝,需冷卻12小時以上,待溫度降至50℃以下才可灌裝、包裝。 3手工灌裝低溫灌裝,人工直接接觸,二次污染嚴重。工作強度大,搬運費事費力。 4真空包裝每次1包,每小時60包。速度慢,易污染。 5整形壓平人工壓平,費時費力,工作效率低。 6高溫殺菌為減少降溫、包裝生產的污染,需高溫殺菌。提高了生產成本、殺菌效果難以保證、易造成餡料變色。 7第二次降溫風冷或水冷,時間長,效率低。 8擦干或吹干包裝袋表面水分手工擦干或吹干,費工費時。 9成品包裝完成1.5t的產量,需10人以上,耗時24小時以上。 佳凱生產流程(5kg/包) 步驟流程說明 1餡料出鍋餡料溫度約在95-105℃左右 2高溫定量灌裝無需降溫,95℃以上高溫定量灌裝。無細菌污染,速度快。 3高溫抽真空85℃抽真空包裝,每次5包,每小時300包。無細菌污染。 4冷卻(可選)易變色餡料需水域降溫,僅需20-30分鐘。 5整平吹干整形吹干機對降溫后的產品進行壓平整形,并吹干包裝袋表面水份。 6成品包裝完成1.5t的產量,僅需3-4人,僅需4——60分鐘。 生產方式對比 餡料品質高溫殺菌真空包裝生產周期 傳統全手工操作 細菌污染嚴重增加成本 引起餡料變色50℃ 60包/小時12-24小時 佳凱機器灌裝 熱抽真空 無污染無需殺菌 冷卻提高品質85℃ 300包/小時40-60分鐘