免費建立商鋪,與百萬浙商做生意!
由于壓縮空氣內含有大量的水汽和潤滑油,當壓縮空氣經過噴砂罐混合室時,會凝結成油和水的混合液,不僅造成磨料的結塊,堵塞管道,甚至引起噴槍噴水,且污染磨料。而且經其處理的基材表面會很快生出浮銹,一旦在這樣的基材表面涂裝涂料,會引起涂層剝落,起泡,涂膜表面出現慢干,針孔,魚眼等弊病,涂裝保護作用大為削弱。另外,操作人員為隔絕粉塵進入呼吸道而佩戴的防護工作服,也需要壓縮空氣提供清潔新鮮的空氣。因此,需采用無油空壓機或加裝油水分離器凈化處理。
油水分離器應放置在氣體吸收口和排放口之間。應定期檢查壓縮空氣源,保證供給清潔,新鮮無油的空氣。要考慮油水分離器的流量、耐壓等技術參數,同時若檢查出空氣源存在油,要及時更換堵塞的過濾器,保證分離器中的油、水不斷流出,使之不致被填滿或溢流回空氣管。檢查壓縮空氣源的規程是:首先堅持出口處出來的空氣是否夾雜油和濕氣,此出口應盡可能接近利用空氣的設備。在氣流中將吸墨紙等試驗材料至少保持2分鐘,與試驗氣流出口的距離小于60厘米。
耐磨防銹黑色純錳系磷化劑(72h鹽霧)
1,本品為純錳系磷化液,配槽最佳溫度為65-98度,與水按1:10的比例進行稀釋,磷化時間10-15分鐘。磷化沉渣較少、出貨量高。
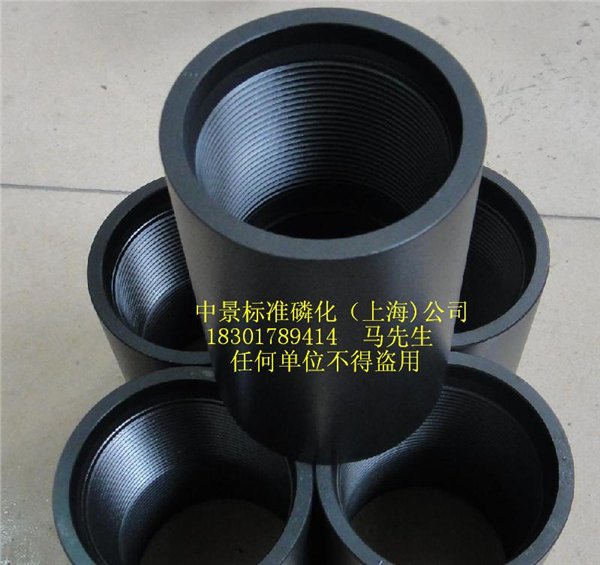
3,磷化膜厚度為3-10微米,■鹽霧時間為■48-96小時■,硫酸銅點滴5分鐘以上, 表面光潔度6-8、粗糙度0.4-1.6、摩擦系數0.05-0.1。防銹時間為2-3年。每桶出貨3-5噸。磷化膜也可以做到表面閃閃發亮晶體顆粒。
4,磷化膜顏色為■灰黑或純黑色■,達到氧化發黑的顏色,對液壓件、鑄鐵件、45號鋼、軸承齒輪含碳量不同材質的工件均能做到顏色烏黑均勻一致(發藍發黑效果)。
5,本品能使鋼鐵工件具有■耐磨、■耐蝕、■膜層細膩、■自潤滑的特點,槽液質量穩定。操作過程中出現任何質量問題,技術人員第一時間為您解決問題。
6,工藝流程:除油——水——酸洗——水洗——水洗——表調——磷化——水洗——熱水洗——浸油(磷化槽建議采用不銹鋼或PP板材料制成)。
