免費建立商鋪,與百萬浙商做生意!
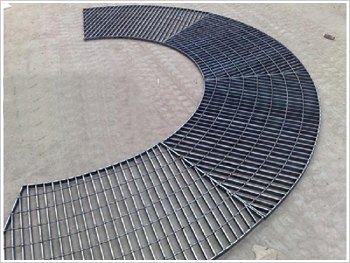
熱鍍鋅格柵板廠家/熱鍍鋅格柵板現貨格柵板是用扁鋼按照一定的間距和橫桿進行交叉排列,通過壓焊機或者人工將其焊接成中間帶有方形格子的一種鋼鐵制品,格柵板主要用來做水溝蓋板,鋼結構平臺板,鋼梯的踏步板等.橫桿一般采用經過扭絞的方鋼格柵板(SteelGrating)又稱為鋼格板,因地域性差異,南方人習慣稱為格柵板,北方人習慣叫做鋼格板。一般統稱為鋼格板。格柵板一般采用碳鋼制作,外表熱鍍鋅,可以起到防止氧化的作用。也可以采用不銹鋼制作.格柵板具有通風,采光,散熱,防滑,防爆等性能.格柵板表面可沖齒以增加防滑性能.扁鋼也可采用I型的扁鋼制作.生產標準中國YB4001-1991、YB/T4001-1998、YB/T4001.1-2007標準(中國為2007年最新版鋼格板標準);另外美國、英國、澳大利亞和新西蘭也有其各自標準,也可按照英國BS4592-1-1995和美國ANS格柵板制作方法有機器壓焊和手工制作兩種。機器壓焊使用高壓電阻壓焊機,機械手自動將橫桿橫放在均勻排列的扁鋼上,通過強大的電焊功率和液壓力將橫桿壓焊入扁鋼內,從而可以得到焊點堅固,穩定性和強度極高的高品質鋼格板。該焊接工藝受設備和電流電壓匹配的影響,一般雙桿的焊接比單桿的強度高,該焊接工藝還與原料扁鋼的高低有關系,扁鋼寬度誤差大可能影響焊接強度,使強度不一致;該工藝存在的缺陷是假焊和虛焊,假焊和虛焊容易使橫桿剝脫。焊接工藝因設備設備的額定容量,截面較大的重型鋼格板無法生產。該焊接工藝的設備額定容量低于800KVA的一般只能做4mm厚度以下的扁鋼鋼格板,1250KVA的一般能做5~6mm厚度的扁鋼鋼格板。手工制作的鋼格板有壓鎖、焊接、互鎖免焊等。手工制作焊接的鋼格板是先在扁鋼上沖孔或槽口,然后將橫桿放入孔中點焊,橫桿與扁鋼會存在空隙,橫桿與扁鋼每個接觸點都進行焊接,橫桿密的也可以隔點焊。該生產工藝比較靈活、產品多樣化、基本上可以生產全系列鋼格板,在重型上有優勢;因焊接全部人工手工焊接,容易焊接不牢固、漏焊、假焊,產生假焊和漏焊降低強度。壓鎖鋼格板是先在扁鋼上沖孔或槽口,再將橫桿橫放在均勻排列的扁鋼上壓入扁鋼預制的槽口內,該產品美觀,但是強度不高。互鎖免焊鋼格板的兩個方向全部是扁鋼,先在扁鋼上沖孔或槽口,再將的扁鋼上穿入扁鋼預制的槽口內,在扶住鎖緊,該產品美觀,但是強度不高。安裝要求編輯準備:安裝前檢查;鋼格柵板分區域就位;臨時固定;偏差測量;偏差校正;最終固定。操作方法:依照排版設計圖的要求準確定位放線;將鋼格柵板按排版設計的編號分區域就位,同時分區域安裝,完成一個區域后進行下一個區域的安裝,每個區域內應由中間向兩邊開展;安裝時根據規范要求嚴格控制鋼格柵板之間、鋼格柵板與其他結構之間的間距;鋼格柵板就位后先用安裝夾做臨時固定,經偏差測量并進行校正后再做最后固定;鋼格柵板按圖示方向排列,遇到H型鋼柱時鋼格柵板開口,開口處用鋼板作100mm(高)×6mm踢腳板。鋼格柵板安裝后如不需移動,可將其焊接在支架上或鋼梁上,焊后去除焊渣和飛濺,手工涂兩道富鋅漆。標識方法編輯①用國際化學元素符號和本國的符號來表示化學成份,用阿拉伯字母來表示成份含量:如:中國、俄國12CrNi3A②用固定位數數字來表示鋼類系列或數字;如:美國、日本、300系、400系、200系;③用拉丁字母和順序組成序號,只表示用途。編號規則①采用元素符號②用途、漢語拼音,平爐鋼:P、沸騰鋼:F、鎮靜鋼:B、甲類鋼:A、T8:特8、GCr15:滾珠合結鋼、彈簧鋼,如:20CrMnTi60SiMn、(用萬分之幾表示C含量)不銹鋼、合金工具鋼(用千分之幾表示C含量),如:1Cr18Ni9千分之一(即0.1%C),不銹C≤0.08%如0Cr18Ni9,超低碳C≤0.03%如0Cr17Ni13Mo分類和分級4-1分級分類:①國家標準GB②行業標準YB③地方標準④企業標準Q/CB4-2分類:①產品標準②包裝標準③方法標準④基礎標準4-3標準水平(分三級):Y級:國際先進水平I級:國際一般水平H級:國內先進水平4-4國標GB1220-84不銹棒材(I級)GB4241-84不銹焊接盤園(H級)GB4356-84不銹焊接盤園(I級)GB1270-80不銹管材(I級)GB12771-91不銹焊管(Y級)GB3280-84不銹冷板(I級)GB4237-84不銹熱板(I級)GB4239-91不銹冷帶(I級)詞條標簽:非科學,科學I/NAAMM(MBG531-88)等標準生產。鋼材標準按照GB700-88,GB1220-92執行。.宗琪絲網制品___熱鍍鋅格柵板廠家/熱鍍鋅格柵板現貨
