免費建立商鋪,與百萬浙商做生意!
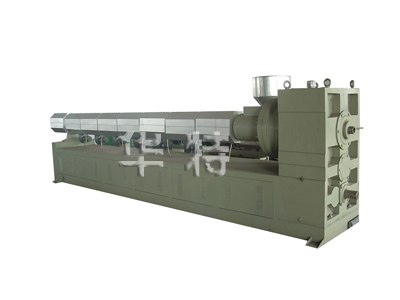
產品介紹PE聚乙烯外護管管材一步法生產線(PE外護管與保溫層一步同時完成)匹配性能高、生產效率高、優越,是黑、黃夾克管一步法設備中最先進、最佳的節能設備,產品外觀光滑整潔度高 ,生產效率高性能參數一、SJ-150擠出機(30:1)(國標),1臺,執行JB/T8061—1996標準, 螺桿和機筒的材料均為38CrMoAlA(浙江舟山),經滲氮處理,具有硬度高、耐磨損、耐腐蝕、耐高溫、強度高、壽命長等優點;合金螺桿采用新型結構并經CAD優化設計,具有塑化好、產量高、適應廣等優點,氮化層深度0.3-0.7mm,硬度HV900-1000;減速箱硬齒面,自動打油,為臥式整體剖分,設計有外置強迫潤滑系統,便于維修保養,齒輪和軸均為40Cr,經精加工、熱處理,齒輪硬度高、耐磨損、噪音小;加熱器為陶瓷加熱器, 壽命長、加熱均勻、升溫快、保溫好。各段的溫度自動控制由全數字顯示智能溫度調節儀來完成。全數字顯示智能溫度調節儀表,控制精度高等優點。變頻器110kw、配電機110KW,配自動恒溫電盤,電器件用正泰產品,配風機冷卻。 使用及維護維護保養與注意事項1. 機器要有專業技術人員操作。2. 機器一般不允許在空載下運轉,以免螺桿和機筒刮毛,必要時加機油。3. 注意檢查機器傳動部分皮帶的漲緊度。4. 檢查齒輪減速箱的標準油位。5. 檢查所有螺釘的禁錮情況。6. 檢查所有儀表和指示表。7. 檢查分流板。8. 機器各潤滑點按期加注潤滑劑,減速箱加注中級壓220號齒輪油,以后視工作環境一般每半年一次。9. 嚴防鋼雜質、小物件等落入機筒中,以免螺桿機筒損壞。10. 經常檢查熱電偶是否損壞,如有損壞應立即更換。11. 經常檢查儀表指針在羅盤內動作是否有呆滯、卡住的現象。搬運在機體底部兩側的四個機體孔內穿入兩根φ45的圓鋼扣住鋼絲繩,使設備保持平衡后方可調運,嚴禁使用減速箱上的吊環釘調運設備。吊運前仔細檢查,不得使鋼絲繩扣住機件,必要時墊放軟物,以防碰傷表面漆層。其他說明使用和調整 機器要有熟悉工藝的技術人員操作。1、 啟動主電機,觀察螺桿轉向是否正確(面對機頭螺桿順時針旋轉)。2、 加熱溫度達到所需數值時,保溫3小時,在正常生產中,加熱溫度必須達到殘留在機筒內的塑料熔化,以免開機時損壞螺桿。3、 當機器完成加熱時,再把模具螺栓禁錮一次,在低速下起動電機,待塑料從模口出來后,再把低速逐步增加到所需數值。交易說明常年現貨 供應 款到發貨
