免費建立商鋪,與百萬浙商做生意!
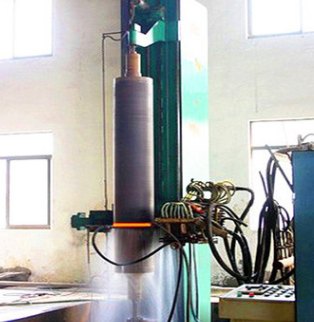
機床主軸的多工位表面淬火熱處理
G-70LC數車主軸CW6163E普車主軸 45鋼C6132車床主軸局部淬火 花鍵高頻淬火等 機床主軸主要承受彎曲和扭轉負荷。對高速強力切削的機床主軸來說,還承受著很高的彎曲疲勞應力。因此,機床主軸必須具有抵抗各種負荷的能力及足夠的剛度。C620車床主軸,要求軸頸,內錐孔及外錐部表面淬火。內錐孔是為安裝輔助工卡具而設置的,為了保持莫氏錐度尺寸的精確度,需要進行表面的淬火熱處理,外錐部是與銅瓦軸承(滑動軸承)相配合,需要高硬度與高耐磨性,也需進行表面淬火,所用材料為45號鋼,經正火后(硬度HB≤220),機械加工成型,高頻表面淬火后,還要經過磨加工,外錐表面淬火硬度HRC52,內錐及軸頸要求HRC52.硬化層深度2-3mm。
感應器結構比較簡單,軸頸根據淬火的長度,感應器一般做成雙匝或多匝(根據感應加熱電源的頻率)進行外圓表面的加熱感應器,設有35-45°角的噴水孔,與軸頸間隙為3mm。內錐孔感應器也為單匝的,感應器截面為8*6mm,距錐底處的最小間隙為1.5-2mm。淬火時自內孔低端1.5-2mm處開始,以免底端尖角效應處過熱而產生淬火裂紋。外錐部感應器采用雙匝感應器,附加一個噴水線圈與感應器焊接在一起。噴水圈共四個進水管,呈交錯排列的噴水孔,以使各個部分冷卻均勻,感應器與外錐粗端間隙為1.5-2毫米。
可采用我公司的高頻感應加熱設備YFL-160(YFL-120),裝機功率160KW,輸出功率在100KW的固態感應高頻電爐,配合全自動數控淬火機床(2米立式數控感應淬火機床),實現不同工位的淬火熱處理。設備咨詢熱線:15838311591
設備參數如下:
輸入功率 120KW 160KW
三 相 380±10% 50-60HZ
振蕩頻率 25-35KHZ,
冷卻水壓 ≥0.05MPa
重 量 340kg
主機體積 1200×700×1870mm3 分機650×900×760mm3
