免費建立商鋪,與百萬浙商做生意!
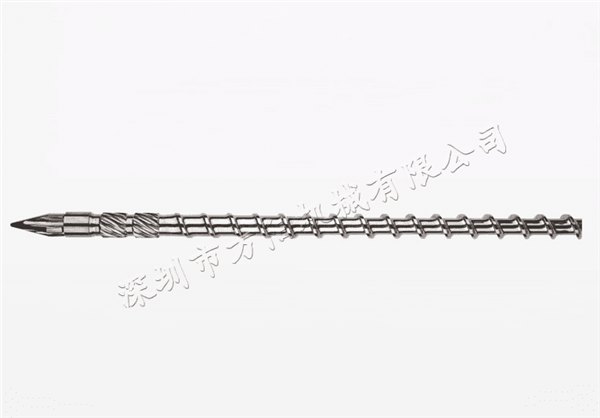
眼鏡產品專用螺桿,手機產品專用螺桿,納米注塑專用螺桿,筆記本產品專用螺桿 ,汽車產品專用螺桿,電子產品專用螺桿,光學產品專用螺桿,海天注塑機螺桿,立式注塑機螺桿,臥式注塑機螺桿。 料筒末端過冷是引起螺桿打滑的主要原因之一。注射機的料筒分為3段,在末端,即加料段,粒料在加熱和壓縮的進程中,會形成一層熔體薄膜粘到螺桿上。沒有這層薄膜,粒料就不易被輸送到前端。 加料段的材料必需被加熱到臨界溫度,以形成熔體膜。然而,通常物料在加料段的停留時間很短,無法到達要求的溫度。而這種環境一般會在小型注射機上產生。停留時間太短會造成聚合物的熔融和夾雜進程的不徹底,從而致使螺桿打滑或失速。 有2種簡略單純的法子可確定螺桿是否產生打滑。一種法子是,向料筒末端添加少量的物料,以檢測熔體溫度。如果停留時間過短,熔體溫度將低于料筒溫度設定點。第二種法子是查抄成品:如果成品上有斑紋或明暗的條紋,就暗示物料在機筒中沒有夾雜平均。 一旦產生了螺桿打滑現象,一個辦理方案是進步加料段料筒的溫度,直到螺桿的旋轉和回縮都毫無障礙。要到達這一目的,料筒溫度大概必要被進步到跨越保舉的設定點。 高背壓也會引起螺桿停滯或打滑。進步背壓設置,會進步施加給物料的能量。但若背壓設置過高,螺桿會沒有充足的壓力來降服背壓,從而無法將物料輸送到螺桿前端。這時,當螺桿在某個位置旋轉而沒有正常回縮,它就會對物料做更多的功,從而顯著進步熔體溫度,造成成品質量降低和成型周期的延長。熔體的背壓可以通過調理注射氣缸的閥門來節制。 注塑機螺桿打滑工藝設置,東莞螺桿,深圳螺桿,廣州螺桿,眼鏡產品專用螺桿,手機產品專用螺桿,納米注塑專用螺桿,筆記本產品專用螺桿,汽車產品專用螺桿,電子產品專用螺桿,光學產品專用螺桿,法那科注塑機螺桿,百塑注塑機螺桿,立式注塑機螺桿