免費建立商鋪,與百萬浙商做生意!
單頭推盤滑臺式皮革壓花,燙金機通用機型為雙頭腳踏 /氣動式.機型有HY-5000F /S ,HY-8000F /S,HY-8000T/Y,HY-4000F/S,HY-8000R/Y,HY-8000T/S,如有大型號的機器,一般按照你們的要求為你們量身定做。歡迎你們來電咨詢。
安裝:1、安裝推盤滑臺
設備在采購商工廠內初步安裝時首先安裝推盤滑臺。安裝步驟如下:
A先將空壓機充足氣后采用M10氣管插入在設備的二零件調壓閥內的快速插頭內,充氣后,用手在電子閥的上升調壓閥按動,氣缸會帶動工作臺面板自動上升。
B工作臺面板上升后,把左右兩邊的600*800的工作推盤板在設備的工作臺面低板拿出以及推盤的擋位擋板。
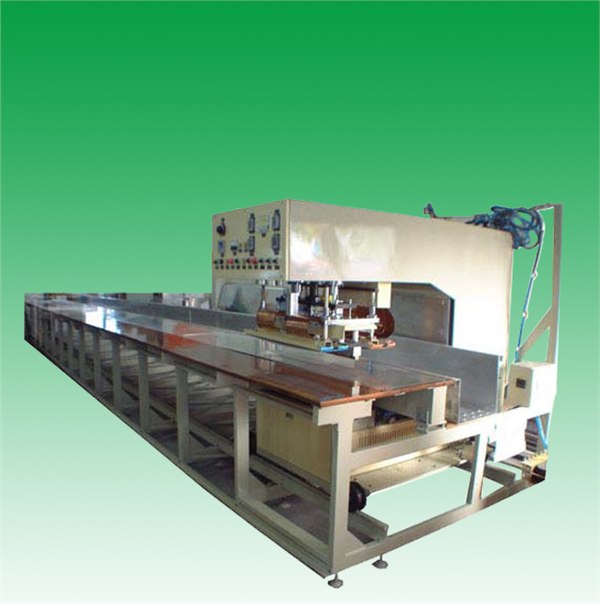
C將兩條不銹鋼導軌上面的4個M8的螺絲用內六角扳手拿下,把兩條不銹鋼檔桿安裝在設備的工作臺面底板的左右兩邊(如以上圖片),把M8的螺絲把不銹鋼導軌與工作臺邊底板的角鐵連接在一起,螺絲不需要上緊。
D安裝好兩條不銹鋼導軌后,把推盤的擋位擋板安裝在不銹鋼導軌兩端(注:檔位擋板帶有橡膠檔位應當安裝時內),安裝后把兩塊600*800工作推盤板放在不銹鋼擋板上,然后左右兩邊調至水平上緊螺絲即可。
2、安裝高頻電子管:
A、把設備的前面安裝門板打開,把電子管安裝在震蕩桶內,安裝方式請參考(雙頭腳踏氣動式安裝方式圖2)。
3、安裝5557火花管
把設備的頂蓋打開后,把5557閘流管安裝插入在線路控制板的四座的陶瓷座內(注:陶瓷插座有眼孔大小,與閘流管的四角大小套用。)
4、單頭推盤滑臺式皮革壓花,燙金機試空機電流:
按照以上的介紹操作安裝完成后,接通電源,把設備空氣氣壓關閉,點動設備面板上面的上升、下降開關,設備電子管預熱5分鐘后,把工作臺面板上面的手動開關和高周開關打上,設置熔接時間在2秒內,推動工作臺面板,電流表如果指針在0.2A,說明設備安裝正常。
名字的由來,最早的說法是高周波或者高周波機,顧名思義,高頻就是較高的頻率,主要是通過很高的頻率來工作,通常我們見到的一些頻率可能最為常見的是KHZ,而皮革壓花,燙金機的頻率一般是MZH,所以當之無愧的稱為高頻了. 而高周波,又是怎么一回事情呢?下面請看: 高周波,是臺灣的一種說法,我們知道,頻率,又叫周率或者稱為周波,而在臺灣,他們一般稱頻率叫做周率,或者周波;所以高頻他們把它就習慣叫做高周波(或者高周率),因此這種皮革壓花,燙金機器最早的說法就叫高周波或者高周波機.
技術特征:1.周率穩定嚴格按照國際“無線電干擾委員會”(CISPR)的規定,采用工業波段27.12/40.68MHZ,并設計有周波穩定器和久周波漏磁抑制裝置,對外界設備的干擾極小,15KW對人體無輻射(15KW以上必須穿專用防輻射服)。
2.火花壓制器設有高靈敏度火花抑制電路,能準確檢出產生火花的不平衡電流,于產生火花瞬間迅速切斷振蕩回路抑制火花,羅使模具、原料及產品的損害降到最低程度,同時警告燈也會發亮警告。
3.強力式機頭接觸面采用導電良好的鋁財及低損耗同軸諧振器, 高頻屏蔽發射桶,美力特采用日本最新純鋁整桶沖機裁技術改變傳統的鐵皮加銅皮式縫合式技術,使高頻輸出更加穩定,屏蔽輻射更強。輸出波形良好,品質因數極高,出力特強,最大壓力可達400KGS,熔接迅速。
4.振蕩電流控制設定輸出功率可借調諧器依電極的大小和物料的厚度調節,根據產品大小,厚度設定所需振蕩電流,以控制熔接程械度,能保證產品熔接質量的均一性,能大大的降低熔接時間,提高機器的生產速度。更詳細信息請登錄www.hyjx518.com