免費建立商鋪,與百萬浙商做生意!
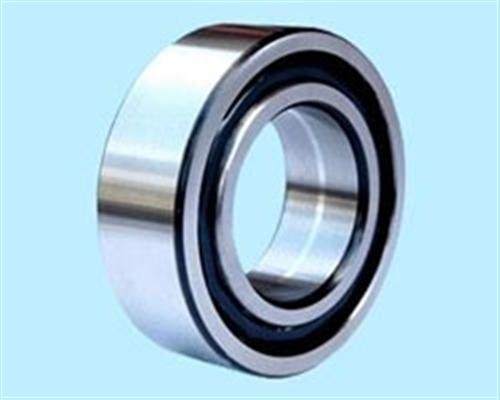
臨清海瑞軸承制造有限公司專業生產雙列角接觸球軸承、雙列深溝球軸承、汽車輪轂軸承、汽車空調壓縮機電磁離合器軸承、方孔農機軸承、LR5系列雙列角接觸滾輪軸承等。公司檢測儀器精良齊全,對產品的加工進行嚴格的監控和檢測,確保產品質量,以先進的制造工藝和現代化管理手段,為廣大客戶提供高質量的軸承產品。
正確處理SKF軸承預防措施
由于滾動軸承高精密機械零件,必須相應的處理。即使高品質SKF軸承的使用,如果沒有妥善處理,其預期效益,就不可能實現。
主要的預防措施,應遵守如下:
保持SKF軸承及周邊地區的清潔
塵埃和污垢,即使肉眼看不見的眼睛,對軸承的有害影響。要防止灰塵和污垢的軸承和保持其環境作為切入點清潔。
小心處理
在處理重的沖擊可能會導致軸承被劃傷或損壞可能導致他們的失敗。過于強烈的沖擊可能會導致損壞或裂紋。
使用合適的工具
始終使用適當的設備再處理NSK軸承,并避免一般用途工具。
防腐蝕
由于手和其他各種污染物的汗水,可能造成腐蝕,保持雙手清潔,再處理SKF軸承。如果可能的話,應戴上手套。注意防銹軸 承的腐蝕性氣體造成的。
海瑞3056系列軸承安裝一般采用如下方法:
a. 壓入配合
軸承內圈與軸使緊配合,外圈與軸承座孔是較松配合時,可用壓力機將軸承先壓裝在軸上,然后將軸連同軸承一起裝入軸承座孔內,壓裝時在軸承內圈端面上,墊一軟金屬材料做的裝配套管(銅或軟鋼)。
角接觸球軸承外圈與軸承座孔緊配合,內圈與軸為較松配合時,可將軸承先壓入軸承座孔內,這時裝配套管的外徑應略小于座孔的直徑。
如果軸承套圈與軸及座孔都是緊配合時,安裝室內圈和外圈要同時壓入軸和座孔,裝配套管的結構應能同時押緊軸承內圈和外圈的端面。
b.加熱配合
通過加熱角接觸球軸承或軸承座,利用熱膨脹將緊配合轉變為松配合的安裝方法。是一種常用和省力的安裝方法。此法適于過盈量較大的軸承的安裝,熱裝前把軸承或可分離型軸承的套圈放入油箱中均勻加熱80-100℃,然后從油中取出盡快裝到軸上,為防止冷卻后內圈端面和軸肩貼合不緊,軸承冷卻后可以再進行軸向緊固。軸承外圈與輕金屬制的軸承座緊配合時,采用加熱軸承座的熱裝方法,可以避免配合面受到擦傷。