免費建立商鋪,與百萬浙商做生意!
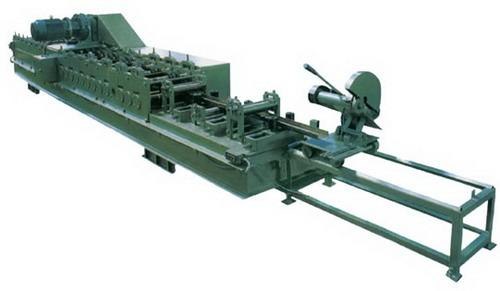
C型鋼設備扭斷切割技術參數
成型主機
設備生產型號
BX C80-C300
設備外形尺寸
10000mm*1300mm*1500mm
設備總重量
50000 kg
主機大架構造
350 H鋼焊接
壓瓦機滾壓成型排數
14排
成型軸材質
45#鋼淬火處理
成型軸尺寸
80
成型壓輥材質
45#鋼鍍硬鉻處理
傳動方式
鏈輪鏈條傳動
鏈輪鏈條規格
2寸
設備總功率
18.5KW
設備主機功率:
11 KW
扭斷切割功率
7.5KW
設備成型速度
8-10米/分鐘
滾壓材質厚度
1.0-3.0mm
電腦控制系統
PLC控制電器型號
臺灣臺達
液晶顯示屏
5.7英寸液晶顯示屏,包含中英文對照程序
工作原理
采用全自動工業電腦PLC控制系統,準確控制出板尺寸,壓板精度,滾壓速度
液壓剪切系統
剪切模具材料
Cr12高溫淬火處理
液壓剪切功率
7.5KW
工作原理
采用最新液壓剪切系統,利用齒輪油泵工作原理。系統包含液壓泵站一臺,液壓油缸一臺,液壓油管兩根,電磁閥兩套。
C型鋼壓瓦機技術改進方法
C型鋼壓瓦機是一套通過一套軋輥可同時生產多種規格C型檁條成品的單卷成型機組。C型鋼機主要由被動裝料架、整平裝置、沖孔裝置、成型后切斷裝置、液壓站、電腦控制系統等。
泊頭市博翔壓瓦機械廠通過多年c型鋼設備生產經驗,在原c型鋼設備生產的基礎上打破常規,技術上做了大幅度的改進。具體改進如下:
第一步改進,增加長度測量裝置和飛鋸,當壓制長度達到設定的長度時飛鋸動作,自動切斷型材。
第二步改進,加一臺打邊孔的液壓沖孔設備,一次同時可沖四個孔,飛鋸從中間切斷,這樣就形成了相鄰兩段C型鋼的頭、尾各兩個邊孔。
第三步改進,再增加一臺打中孔的設備,在帶鋼壓制過程中按用戶設定的間距沖出中孔,最大可以打16個中孔。
第四步改進,針對新型C型鋼要求在型材中部打出雙孔的要求,將邊孔4孔沖孔模具改為2孔模具,修改打邊孔的程序,使得邊孔沖壓設備能夠在中部打出雙孔,并且孔距由用戶設定,因此最大可以打8組雙孔。