免費建立商鋪,與百萬浙商做生意!
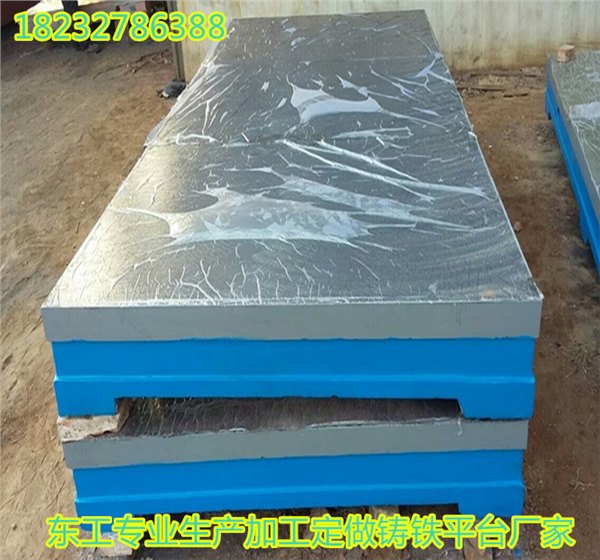
現貨直銷重型檢驗平臺工作臺1500*3000鑄鐵平臺現貨
檢驗平臺\鑄鐵平臺國家標準,鑄鐵平板國家標準,GB/T22095-2008闡述了檢驗平臺\鑄鐵平臺外形尺寸、工作面的平面度誤差、所用材料的選擇以及檢驗平臺\鑄鐵平臺的剛度和變形量等相關規定。
檢驗平臺\鑄鐵平臺國家標準,鑄鐵平板國家標準,GB/T22095-2008取代GB/T7974-1999。
檢驗平臺\鑄鐵平臺工作表面的平面度,用斑點法檢驗時在25mm平方面積內,對于0級劃線平板和1級的檢驗平臺\鑄鐵平臺,必須不少于25點,2級的檢驗平臺\鑄鐵平臺應不少于20點,3級的檢驗平臺\鑄鐵平臺不少于12點。
研磨檢驗平臺\鑄鐵平臺時,三塊檢驗平臺\鑄鐵平臺中任何兩塊互相檢驗時,在25mm平方面積內,必須要有一定數目的斑點。在這種情況下,才可以保證檢驗平臺\鑄鐵平臺具有實際上平表面。注:根據斑點法檢驗檢驗平臺\鑄鐵平臺后的兩塊刮研檢驗平臺\鑄鐵平臺,只能決定兩檢驗平臺\鑄鐵平臺表面能緊密結合,但并不有說明檢驗平臺\鑄鐵平臺平面度合格,因為兩塊檢驗平臺\鑄鐵平臺表面互相刮研后可成球面。直線度偏差也可用尺寸和千分表檢驗。檢驗時先把直角尺放在檢驗平臺\鑄鐵平臺表面的上方。再把裝有可以讀出公差的千分表和萬能支架放在被檢驗的檢驗平臺\鑄鐵平臺工作表面的上方,并使千分表上的量頭和直角尺相接觸。當移動裝有千分表的支架時,就可以看到被檢檢驗平臺\鑄鐵平臺平面的直線度偏差。
測量時所用的研磨檢驗平臺\鑄鐵平臺平面的平面度,是由光波干涉法應用前述的光學平面法進行檢驗的。
角度檢驗平臺\鑄鐵平臺,是用來檢驗互相垂直的平面的位置的。角度檢驗平臺\鑄鐵平臺上有兩個互成垂直角的刮研檢驗平臺\鑄鐵平臺表面。檢驗工作是根據斑點法進行的。在制造和應用的方法方面角度劃線平板和檢驗平臺\鑄鐵平臺有許多共同之處,但在本質上,都是角度量具,是表面寬的角尺,對平面度的檢驗只起次要作用。
檢驗平臺\鑄鐵平臺是用于工件檢測或劃線的平面基準量具,檢驗平臺\鑄鐵平臺是檢驗平臺\鑄鐵平臺的一種,安裝就調至水檢驗平臺\鑄鐵平臺、負荷均勻分布于各支點上,環境溫度(20±5)℃。使用時應避免振動。
檢驗平臺\鑄鐵平臺按T7974-1999標準制造,檢驗平臺\鑄鐵平臺制成筋板式和箱體式,檢驗平臺\鑄鐵平臺工作面有長方形、正方形或圓形,材料HT200-300,QT400-600,ZG15-45。檢驗平臺\鑄鐵平臺工作面采用刮研工藝,工作面上可加工V形、T形、U形槽、燕尾槽、圓孔、長孔等。
使用方對檢驗平臺\鑄鐵平臺技術要求
1、檢驗平臺\鑄鐵平臺總規格尺寸為12000mm×6000mm,厚度400mm,分四塊制作,詳見附圖。
2、在檢驗平臺\鑄鐵平臺任意9000*3000位置范圍內,平臺承重≥100噸。
3、檢驗平臺\鑄鐵平臺上表面在縱向和橫向方向設間隔500mm距離加工出一道刻度線,刻度線規格寬0.8mm,深0.69mm,呈60°V型結構,確保刻度線的間隔、尺寸一致,以便裝配時縱向刻度線無接縫,最大0.15mm。
4、檢驗平臺\鑄鐵平臺鑄件要求:檢驗平臺\鑄鐵平臺材料采用HT250,在每塊檢驗平臺\鑄鐵平臺本體上應按照國標Ι型鑄出三根?50mm附鑄試棒,附鑄試棒應滿足抗拉強度σb≥180MPa,硬度HB168-251。檢驗平臺\鑄鐵平臺鑄件不得存在超過加工范圍的氣孔、裂紋、縮孔、變形等鑄造缺陷非加工表面不得存在粘砂、裂紋、縮孔等缺陷,但允許存在深度不超過10mm、面積不超過50mm×50mm且在500mm×500mm范圍內僅有一處的砂眼氣孔。
5、檢驗平臺\鑄鐵平臺應進行棱邊修鈍,加工面刷涂防銹油,非加工部位刷涂防銹油漆兩遍,再進行面漆,面漆顏色為淺灰色。
6、檢驗平臺\鑄鐵平臺的制作精度符合圖紙及相關國家標準要求,未注倒角2×45°,未注鑄造圓角R10-R20,未注尺寸公差按IT14,未注形位公差按C
級執行。
7、檢驗平臺\鑄鐵平臺鑄件清砂后須經二道退火除應力處理,投標方應提供工作臺去應力退火工藝。
更多檢驗平臺\鑄鐵平臺的詳細說明,圖片參考:btdgjx/ztpbpt/29.html
