免費建立商鋪,與百萬浙商做生意!
重型1000x1500焊接平板現貨鉗工\T型槽焊接平臺廠家現貨直銷
焊接平板\T型槽焊接平臺鑄造主要工藝過程包括:
1、金屬熔煉、模型制造、澆注凝固和脫模清理等,鑄造的主要材料是鑄鐵、鑄造有色合金等。鑄造方法常用的是砂型鑄造,其次是特種鑄造方法,如:金屬型鑄造、熔模鑄造等。
2、而砂型鑄造又可以分為粘土砂、有機粘結劑砂、樹脂自硬砂、消失模等。
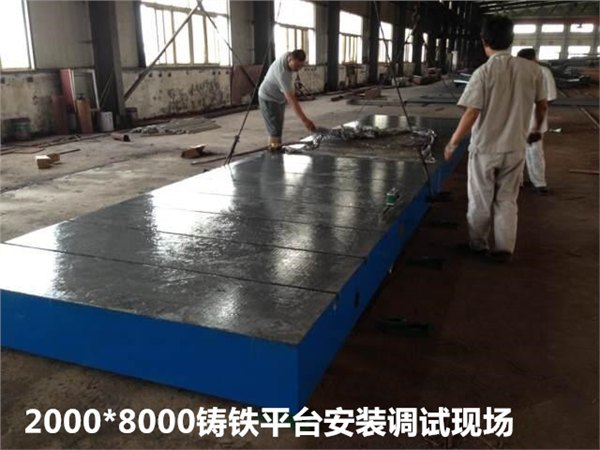
焊接平板\T型槽焊接平臺用途:用于機械、發動機的動力實驗,設備調試,具有較好的平面穩定性和韌性,表面帶有T型槽,可以用來固定實驗設備。
鑄鐵平臺材質:高強度鑄鐵HT200-300,工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使用該產品 的精度穩定,耐磨性能好。
焊接平板\T型槽焊接平臺規格:200x200—3000x6000,(大于此規格的焊接平板\T型槽焊接平臺可以拼裝使用或按圖紙訂做。)
焊接平板\T型槽焊接平臺精度有1級和2級比較常見,精度的穩定性非常重要,這需要在生產和使用過程中都要做一些工作才能確保鑄鐵平臺不變形。
1、焊接平板\T型槽焊接平臺在生產過程工作面不能太薄,各部分的搭配也要科學合理,所以您再購買時要注意不要貪圖價格便宜而忽視平臺重量。
2、在運輸當中要注意保證鑄鐵平臺不變形的一個重要環節,所以運輸鑄鐵平臺時要保證不超載,不超速,不疲勞駕駛, 不在天氣惡劣的情況下運輸。焊接平板\T型槽焊接平臺表面要用塑料膜封裝,這種包裝適于鑄鐵平臺內陸運輸,并有良好的防潮、防震、防銹和防野蠻裝卸等保護焊接平板\T型槽焊接平臺的措施。焊接平板\T型槽焊接平臺屬于量具,測量工具中的一種,避免磕碰是必須的。焊接平板\T型槽焊接平臺包裝是木制,上面不應承重超出它的負載的實物!如超重的焊接平板\T型槽焊接平臺鑄件等。
3、焊接平板\T型槽焊接平臺應安裝在通風,干燥的環境中,并遠離熱源,有腐蝕的氣體,有腐蝕的液體。焊接平板\T型槽焊接平臺安裝時將焊接平板\T型槽焊接平臺的各個支撐點用調整墊鐵墊好,墊實,由專業技術人員將焊接平板\T型槽焊接平臺調整至合格精度。焊接平板\T型槽焊接平臺還要按國家標準實行定期周檢,檢定周期根據具體情況可為6-12個月。
4、焊接平板\T型槽焊接平臺使用時要輕拿輕放工件,不要在焊接平板\T型槽焊接平臺上挪動比較粗糙的工件,以免對焊接平板\T型槽焊接平臺工作面造成磕碰,劃傷等損壞。為了防止焊接平板\T型槽焊接平臺整體變形,使用 完畢后,要將工件從焊接平板\T型槽焊接平臺上拿下來,避免工件長時間對焊接平板\T型槽焊接平臺重壓造成焊接平板\T型槽焊接平臺的變形。焊接平板\T型槽焊接平臺不用時要及時將工作面洗凈,然后涂上一層防銹油,并用防 銹紙蓋上,用檢驗平臺的外包裝將焊接平板\T型槽焊接平臺蓋好,以防止平時不注意造成對焊接平板\T型槽焊接平臺工作面的損傷。
焊接平板\T型槽焊接平臺主要技術參數和精度參數:
1、焊接平板\T型槽焊接平臺工作面上不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。
2、焊接平板\T型槽焊接平臺工作面上不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷,各鑄造表面應徹底清除型砂,且表面平整、涂漆牢固,各稅邊應修鈍。
3、在焊接平板\T型槽焊接平臺的相對兩側面上,應有安裝手柄或吊裝位置的設置、螺紋孔或圓柱孔,設置吊裝位置時應考慮盡量減少因吊裝而引起的變形。
4、焊接平板\T型槽焊接平臺應經穩定性處理和去磁。
5、焊接平板\T型槽焊接平臺工作面的硬度應為HB170—220或187—255之間。
更多焊接平板\T型槽焊接平臺的詳細說明,圖片參考:btdgjx/ztpbpt/50.html
