免費建立商鋪,與百萬浙商做生意!
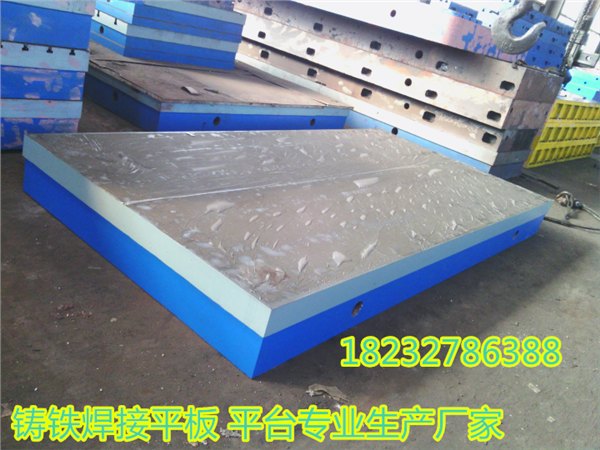
定做加工大型檢驗平臺平板1000*1500組合拼裝鉗工平臺平板
檢驗平臺\鉗工平臺工作面采用刮研工藝,工作面可以設計圓孔,長方孔,方孔,T型槽,U型槽,V型槽.鑄鐵平臺在使用時要先進行安裝調試,然后把檢驗平臺\鉗工平臺的工作面清理干凈,在確認沒有問題的情況下使用,使用過程中,要注意避免工件和鑄鐵平臺的工作面有過激的碰撞,防止損壞檢驗平臺\鉗工平臺的工作面檢驗平臺\鉗工平臺工件的重量不能超過檢驗平臺\鉗工平臺的額定載荷,否則會造成工作質量降低,損壞檢驗平臺\鉗工平臺的結構,甚至會造成檢驗平臺\鉗工平臺變形,使之無法使用。
檢驗平臺\鉗工平臺精度:按國家標準計量檢定規程執行,分別為1、2、3、精刨四個等級。一般焊接工作中精刨檢驗平臺\鉗工平臺是主要采購對象。
使用時用水平儀調整到水平,使支點均勻分布各支點上,使用時小心, 嚴防碰撞,用完后擦凈,涂無水酸性的防銹油,覆蓋防潮紙,置于清潔干燥處存放,檢驗平臺\鉗工平臺在安裝調試后,把工作面擦拭干凈,在確認沒有問題的情況下使用 ,才能更好的保證檢驗平臺\鉗工平臺精度。
檢驗平臺\鉗工平臺材質:高強度鑄鐵HT200-300工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度或自然時效2-3年)使檢驗平臺\鉗工平臺的精度穩定,耐磨性能好。
檢驗平臺\鉗工平臺規格:1000x1000—3000x6000,(特殊規格根據需方圖紙制作。)
檢驗平臺\鉗工平臺時上邊一般會有孔,這種孔大概分為兩種分別是氣孔和縮孔,灰鐵鑄造的過程中氣孔和縮孔在形成的過程中是不一樣的,采用的控制方法也不同,氣孔在成型中大概分為:型砂水分高、型砂的透氣性能差、鑄型的硬度高、型砂的微粉含量高、鑄型的氣體通量小、澆冒口設計不合理、樹脂砂造型時樹脂的用量大、樹脂的質量差、澆鑄速度快等。控制檢驗平臺\鉗工平臺氣孔與縮孔方法:是選擇透氣性能好的型砂、降低型砂的水分含量、降低型砂的微粉含量、降低鑄型的硬度、加強鑄型的透氣性能、合理的設計澆冒口、合理的掌握樹脂的用量、注意樹脂的質量、降低澆鑄速度、在不影響檢驗平臺\鉗工平臺鑄件質量的情況下降低澆鑄溫度。
檢驗平臺\鉗工平臺的檢收檢測方式:
1、用水平儀檢定時,檢驗平臺\鉗工平臺本身為測量基面,其放置應穩定用自準直儀檢定時,鑄鐵焊接平臺不在同一剛體上.儀器支架牢固性尤為重要。
2、所以檢定規程要求檢定場地應牢固穩定,檢定地點應避免振動。
3、工廠常將小檢驗平臺\鉗工平臺置于鉗工臺或桌子上,牢固穩定性差。
4、檢定人員在檢驗平臺\鉗工平臺附近的走動、檢定工具在檢驗平臺\鉗工平臺上的 移動,都會產生不同的重力,使檢驗平臺\鉗工平臺的空間位置發生變化,測量結果不可靠。
5、所以檢定這類檢驗平臺\鉗工平臺時,檢驗平臺\鉗工平臺應移至牢固穩定的場地上,避免重力變化對測量結果的影響。
更多檢驗平臺\鉗工平臺的詳細說明,圖片參考:btdgjx/ztpbpt/29.html
