免費(fèi)建立商鋪,與百萬浙商做生意!注冊(cè)成為浙江民營(yíng)企業(yè)網(wǎng)會(huì)員")
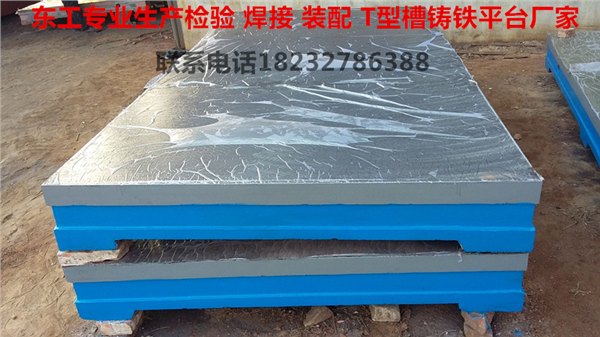
供應(yīng)檢驗(yàn)平臺(tái)落地鏜床工作臺(tái)重型鑄鐵電機(jī)實(shí)驗(yàn)臺(tái)2級(jí)焊接平臺(tái)
檢驗(yàn)平臺(tái)\焊接平臺(tái)鑄造技術(shù)要求:
1、沖天爐熔煉過程中,爐料從加料口加入,自上而下運(yùn)動(dòng),被上升的高溫爐氣預(yù)熱,溫度升高,鼓風(fēng)機(jī)鼓入爐內(nèi)的空氣使底焦燃燒,產(chǎn)生大量的熱。
2、爐料下落到底焦頂面時(shí),開始熔化。
3、水在下落過程中被高溫爐氣和灼熱焦炭進(jìn)一步加熱(過熱),過熱的鐵水溫度可達(dá)1600℃左右,然后經(jīng)過過橋流入前爐。
4、后鐵水溫度稍有下降,最后出鐵溫度約為1380~1430℃左右。
5、天爐內(nèi)鑄鐵熔煉的過程并不是金屬爐料簡(jiǎn)單重熔的過程,而是包含一系列物理、化學(xué)變化的復(fù)雜過程。
6、煉后的鐵水成分與金屬爐料相比較,合碳量有所增加,硅錳等合金元素含量因燒損會(huì)降低,硫含量升高,這是焦炭中的硫進(jìn)入鐵水中所引起的。
檢驗(yàn)平臺(tái)\焊接平臺(tái)的材料一般為高強(qiáng)度鑄鐵HT200-250,工作表面硬度為HB160—210。在經(jīng)過人工退火600度————700度和自然時(shí)效2——-3年后精度穩(wěn)定,耐磨性能好。
檢驗(yàn)平臺(tái)\焊接平臺(tái)平面度誤差是指被測(cè)檢驗(yàn)平臺(tái)\焊接平臺(tái)實(shí)際表面對(duì)理想平面的變動(dòng)量。在確定變動(dòng)量大小時(shí),檢驗(yàn)平臺(tái)\焊接平臺(tái)理想平面相對(duì)于檢驗(yàn)平臺(tái)\焊接平臺(tái)實(shí)際表面的具體方位起著決定性作用,因?yàn)椴煌轿坏睦硐肫矫媾c實(shí)際表面上各點(diǎn)的距離是不同的。
檢驗(yàn)平臺(tái)\焊接平臺(tái)設(shè)計(jì)技術(shù)要求一般根據(jù)《中華人民共和國(guó)機(jī)械行業(yè)標(biāo)準(zhǔn)》JB/T 7974—2000設(shè)計(jì),按國(guó)家GB4986-85標(biāo)準(zhǔn)制造檢驗(yàn)平臺(tái)\焊接平臺(tái)精度等級(jí)有00、0、1、2、3、級(jí)及精刨,檢驗(yàn)平臺(tái)\焊接平臺(tái)制成筋板式和箱體式,工作面有長(zhǎng)方形、正方形或圓形。工作面采用刮削工藝,工作面上可加工V形、T形、U形槽和圓孔、長(zhǎng)孔等。
檢驗(yàn)平臺(tái)\焊接平臺(tái)安裝:檢驗(yàn)平臺(tái)\焊接平臺(tái)一般采用,調(diào)整墊鐵或測(cè)量平臺(tái)支架支撐調(diào)節(jié),檢驗(yàn)平臺(tái)\t型槽平板安裝就調(diào)至水平面、負(fù)荷均勻分布于各支點(diǎn)上。環(huán)境溫度(20±5)℃,使用時(shí)應(yīng)避免振動(dòng)。
檢驗(yàn)平臺(tái)\焊接平臺(tái)結(jié)構(gòu):測(cè)量平臺(tái)制成筋板式和箱體式,工作面有長(zhǎng)方形、正方形或圓形,工作面采用刮研工藝,工作面上可加工V形、T形、U形槽、燕尾槽、圓孔、長(zhǎng)孔等。
檢驗(yàn)平臺(tái)\焊接平臺(tái)用途:適用于各種裝配、檢驗(yàn)、劃線工作,精度測(cè)量用的基準(zhǔn)平面,用于機(jī)床機(jī)械裝配、檢驗(yàn)測(cè)量基準(zhǔn),檢查零件的尺寸精度或行為偏差,并作精密裝配、劃線,在機(jī)械制造中也是不可缺少的基本工具。
檢驗(yàn)平臺(tái)\焊接平臺(tái)標(biāo)準(zhǔn):
1、結(jié)構(gòu)形式
2、材質(zhì)
3、常用規(guī)格
4、執(zhí)行標(biāo)準(zhǔn)
5、生產(chǎn)工藝流程
6、運(yùn)輸及安裝調(diào)試
7、的使用與保養(yǎng)
更多檢驗(yàn)平臺(tái)\焊接平臺(tái)的詳細(xì)說明,圖片參考:btdgjx/ztpbpt/29.html
關(guān)于我們 | 友情鏈接 | 網(wǎng)站地圖 | 聯(lián)系我們 | 最新產(chǎn)品
![]() 浙江民營(yíng)企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙江民營(yíng)企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙ICP備11047537號(hào)-1
