免費建立商鋪,與百萬浙商做生意!
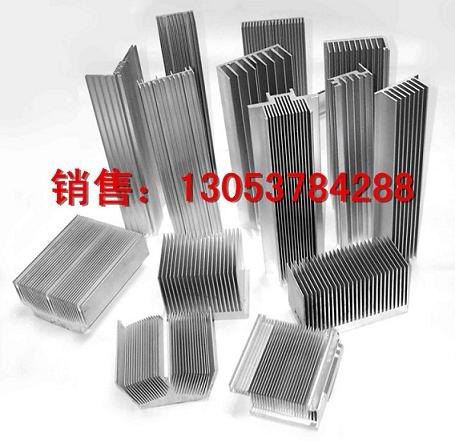
鋁型材散熱器又稱作散熱器鋁型材或太陽花鋁型材,鋁型材散熱器具有外型美觀、重量輕、散熱性能好,節能效果好等特點。
山東永恒集團憑借長期積累的技術經驗和生產工藝,集鋁合金型材具有較好的導熱性能等特點,研發出能滿足客戶對產品差異化、特殊化和個性化方面的要求定制的鋁型材散熱器。加工好的鋁型材散熱器表面經過陽極氧化進行表面處理以增加鋁材的抗蝕性、耐磨性及外表的美觀度。目前國內常用的鋁型材散熱器類型有:電子、電器、電腦散熱器鋁型材,太陽花鋁型材散熱器,電力半導體用散熱器型材等。鋁型材散熱器因其優越的性能被廣泛應用于:機械、汽車、風力發電、工程機械、空壓機、鐵路機車、家用電器等行業領域。
一、對于高密齒和舌比大的模具試模時,第一支鋁棒必須是150-200mm的短鋁棒或純鋁棒。
二、試模前,必須調整好擠壓中心,擠壓軸、盛錠筒和模座出料口在一條中心線上。
三、在試模和正常生產過程中,鋁棒加熱溫度要保證在480-520℃之間。
四、模具加熱溫度按常規模具溫度,控制在480℃左右,直徑200mm以下的平模保溫時間不得少于2小時,如果是分流模保溫在3小時以上;直徑大于200mm以上的模具保溫4-6小時,以保證模具芯部溫度與外部溫度的均勻。
五、在試模或生產前,必須用清缸墊清理干凈盛錠筒內膽,并查看擠壓機空運行是否正常。
六、試模或剛開始生產時,擠壓機自動檔關掉,各段開關歸零位。從最小壓力開始慢慢的起壓,出料大概3-5分鐘,鋁填充過程時主要控制好壓力。壓力控制在100Kg/cm2以內,電流表數據為2-3A以內,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生產時擠壓速度以壓力小于120Kg/cm2為準。
型材散熱器采用直管推式通脹機進行脹管使得鋁型材管壁與襯管都達到塑性變形,回彈后結合緊密、表面光滑、尺寸精度高采用插接組裝可達到100%不漏。插片散熱器 因此生產環節沒有廢品產生減少了能源的浪費。另外組裝過程中不需要焊接,對插片散熱器表面沒有過熱影響,節約了大量的人力和能源。另外,插片散熱器沒有組裝所需要的工藝裸漏襯管,整體強度高、不會因安裝不慎造成變形和滲漏。
