免費建立商鋪,與百萬浙商做生意!
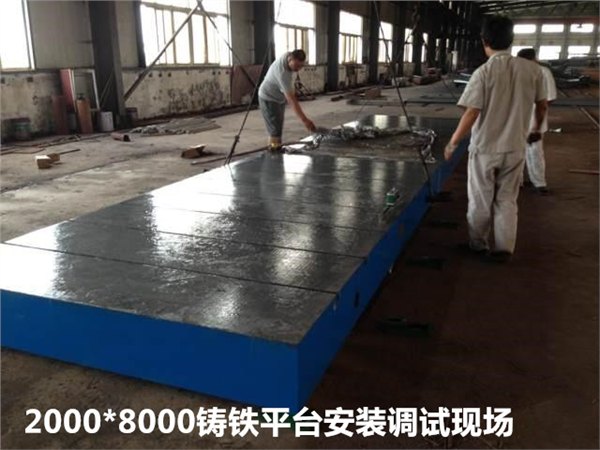
拼裝鑄鐵平臺工作臺 大型拼裝鑄鐵平臺平板生產非標定制
鑄鐵平臺按其準確度級別分為00、0、1、2、3級鑄鐵平臺,其中2級以上為鑄鐵平臺,3級為劃線平板。
鑄鐵平臺的檢驗標準:用涂色法檢驗。
0級1級鑄鐵平臺在每邊為25㎜平方的范圍內不少于25點。
2級鑄鐵平臺在每邊為25㎜平方的范圍內不少于20點。
3級鑄鐵平臺在每邊為25㎜平方的范圍內不少于12點。
鑄鐵平板用途:適用于各種檢驗工作,精度測量用的基準平面,主要用于機械工件檢驗測量中的基準面,檢查零件的尺寸精度或行為偏差,并可作精密劃線,在機械制造檢驗中是最不可缺少的平面基準量具。
鑄鐵平臺材質:高強度鑄鐵HT200-300,工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度或自然時效2-3年)因此鑄鐵平臺的精度穩定,耐磨性能好。鑄鐵平臺規格:200×200—2000×4000,(特殊規格可根據需方圖紙制作或雙方商定生產加工。
鑄鐵平臺精度:按國家標準計量檢定規程執行,分別為0、1、2、3和精刨五個等級。
鑄鐵平臺在鑄造前應確定工藝參數:
1、加工余量:鑄件尺寸公差 加工余量等級 加工余量數值。
2、起模斜度使模樣容易從鑄型中取出或型芯自芯盒脫出,平行于起模方向在或芯盒壁上的斜度,稱為起模斜度。
3、線收縮率鑄件在固戊收縮時,要引起鑄件各部分尺寸減小。為了使鑄件冷卻后的尺寸與鑄件圖的尺寸一致,需要在模樣上加上鑄件固態收縮的尺寸。收縮率=(L模樣-L鑄件)/L模樣×100%(1)鑄件的結構 鑄型的退讓性。
4、最小鑄出孔根據生產經驗,在單件和小批生產條件下,灰鑄鐵的最小鑄出孔徑為30㎜,碳鋼鑄件的最小鑄出孔徑為50㎜。
5、型芯頭尺寸:芯頭長度 芯頭斜度。
6、鑄造圓角制造模樣時,壁的連接和轉角處要做成圓弧過渡,稱為鑄造圓角,對于小型鑄件,外圓角半徑一般取2~8㎜,內圓角半徑一般取4~16㎜。
更多鑄鐵平臺的詳細說明,圖片參考:http://www.hbtclj.com/
