免費建立商鋪,與百萬浙商做生意!網(wǎng)會員")
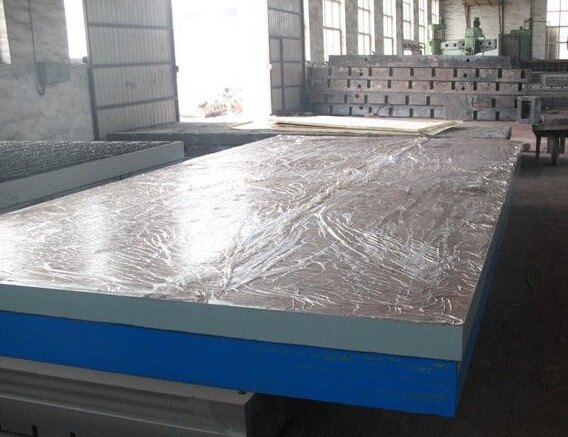
批發(fā)鑄鐵刮研1級檢驗平臺 鉗工檢驗測量平臺工作臺規(guī)格齊全
檢驗平臺\鉗工檢驗平臺精度:按國家標(biāo)準(zhǔn)計量檢定規(guī)程執(zhí)行,根據(jù)客戶要求可加工為1級2級、3級、精刨。
檢驗平臺\鉗工檢驗平臺表面處理:工作面機床加工T型槽,也可帶螺栓孔,表面采用人工鏟刮保證平面精度,非加工面去除型砂,并涂上防銹漆。
檢驗平臺\鉗工檢驗平臺執(zhí)行標(biāo)準(zhǔn)技術(shù)參數(shù):
1、檢驗平臺\鉗工檢驗平臺的用途:檢驗平臺\鉗工檢驗平臺的另一種叫法,外觀基本上是箱體式,工作面有長方形、正方形或圓形,材料為高強度鑄鐵HT200-300,球墨鑄鐵QT400-600,檢驗平臺\鉗工檢驗平臺的工作面采用刮研工藝,工作面上可加工V型槽、T型槽、U型槽、燕尾槽、圓孔、長孔等,檢驗平臺\鉗工檢驗平臺是用于工件、設(shè)備檢測、劃線、裝配、焊接、組裝、鉚焊的平面基準(zhǔn)量具。
2、檢驗平臺\鉗工檢驗平臺的制造標(biāo)準(zhǔn):鑄鐵平臺按國家標(biāo)準(zhǔn)GB/T 22095-2008制造。
3、檢驗平臺\鉗工檢驗平臺的規(guī)格:工作面整體規(guī)格最大為4米×8米,大于此規(guī)格可以多塊拼接,鑄鐵平臺單件最大重量可達80噸。
4、檢驗平臺\鉗工檢驗平臺的精度:按國家計量檢定規(guī)程JJG117-2005《鑄鐵平臺檢定規(guī)程》檢驗平臺\鉗工檢驗平臺分為00級,0級,1級,2級,3級,精刨級。
5、檢驗平臺\鉗工檢驗平臺平面度計算公式:
000級:1×(1+d/1000) 1級:8×(1+d/1000)
00級:2×(1+d/1000) 2級:16×(1+d/1000)
0 級: 4×(1+d/1000) 3級:40×(1+d/1000)
檢驗平臺\鉗工檢驗平臺生產(chǎn)鑄造一般選用的是灰鑄鐵HT200-HT250材質(zhì),鑄造加工完成.HT200材質(zhì),與HT250材質(zhì)存在較大差異,在檢驗平臺\鉗工檢驗平臺的抗拉強度、檢驗平臺\鉗工檢驗平臺的抗腐蝕程度等都有很大提高,所以在選材不同的情況下,檢驗平臺\鉗工檢驗平臺的成本有非常大的差距。
1.在檢驗平臺\鉗工檢驗平臺上安放工件時應(yīng)輕放,防止檢驗平臺\鉗工檢驗平臺表面被撞擊,一旦檢驗平臺\鉗工檢驗平臺表面受到工件或其他物體撞擊,應(yīng)馬上把受到撞擊而凸起的部分修復(fù)。
2.決不可以在檢驗平臺\鉗工檢驗平臺表面做任何需要錘擊的工作。
3.檢驗平臺\鉗工檢驗平臺用完后,應(yīng)擦干凈,較長時間不用應(yīng)涂上防銹油,防止銹蝕。
4.應(yīng)盡量做到檢驗平臺\鉗工檢驗平臺各處均勻使用.避免局部磨凹。
5.要經(jīng)常保持檢驗平臺\鉗工檢驗平臺的清潔,以免檢驗平臺\鉗工檢驗平臺平面被鐵屑、砂子等雜質(zhì)磨壞。
6.為了防止檢驗平臺\鉗工檢驗平臺發(fā)生有害的變形,在發(fā)裝檢驗平臺\鉗工檢驗平臺時,要將支承支在主支點處,支承時,盡量將檢驗平臺\鉗工檢驗平臺的工作面調(diào)整到水平面內(nèi)。
7.為了防止檢驗平臺\鉗工檢驗平臺發(fā)生永久變形,檢驗完畢或劃線完畢后,要把工件抬下來,不得長時間放在檢驗平臺\鉗工檢驗平臺上。
8.使用完畢,要及時擦凈檢驗平臺\鉗工檢驗平臺的工作面,然后涂上一層防銹油,如果比較長時間不用,最好涂上一層黃油,然后鋪一層白紙。
9.最好用木板制作的一個專用罩,不用檢驗平臺\鉗工檢驗平臺時,用罩子將檢驗平臺\鉗工檢驗平臺罩住,嚴(yán)禁水滴在檢驗平臺\鉗工檢驗平臺上。
10.檢驗平臺\鉗工檢驗平臺要實行周期檢定,檢定周期要根據(jù)使用的具體情況確定,一般為1年。
11.在使用檢驗平臺\鉗工檢驗平臺的過程中要注意不要在潮濕,有腐蝕、過高和過低的溫度環(huán)境下使用和存放。
更多檢驗平臺\鉗工檢驗平臺的詳細說明,圖片參考:http://www.btdgjx.com/ztpbpt/29.html
關(guān)于我們 | 友情鏈接 | 網(wǎng)站地圖 | 聯(lián)系我們 | 最新產(chǎn)品
![]() 浙江民營企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙江民營企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙ICP備11047537號-1
