免費建立商鋪,與百萬浙商做生意!
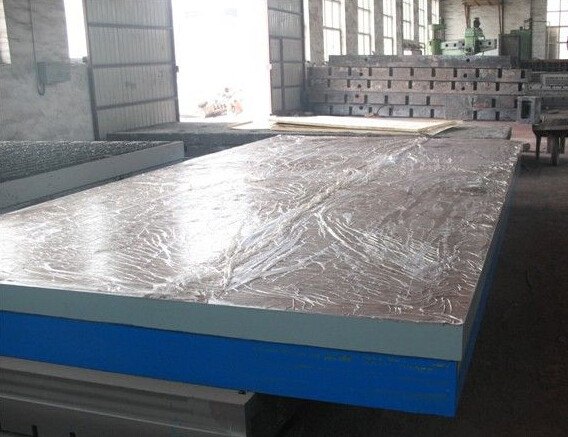
現貨批發重型檢驗平臺工作臺 加厚鉗工測量平臺生產廠家
檢驗平臺\鉗工測量平臺適用于各種檢驗工作,精密測量用的基準平面,用于機床機械檢驗測量基準,檢查零件的尺寸精度或形為偏差,并作緊密劃線,在機械制造中也是不可缺少的基本工具。
檢驗平臺\鉗工測量平臺材料:由高強度鑄鐵HT200-HT300制造,工作面硬度:HB170-240,檢驗平臺\鉗工測量平臺鑄件清砂后進行第一次人工時效處理,粗刨粗加工后進行第二次時效處理,徹底消除檢驗平臺\鉗工測量平臺內應力,使檢驗平臺\鉗工測量平臺的精度穩定,耐磨性能好,使用壽命更長久。
檢驗平臺\鉗工測量平臺表面缺陷檢驗分為:
1、放射線探傷用于檢查檢驗平臺\鉗工測量平臺內部的氣孔、縮孔、砂眼、夾渣、針孔、裂紋等缺陷。
2、超聲波探傷利用超聲波在檢驗平臺\鉗工測量平臺中傳播時遇到缺陷界面能反射這一原理來發現鑄鐵平臺內部缺陷的。
3、耐壓檢驗使用承受壓力和耐滲漏的檢驗平臺\裝配檢驗平臺,一般都要進行耐壓試驗,為此小件可浸在水中試驗,大件檢驗平臺\鉗工測量平臺可在易產生缺陷的部位或懷疑處涂上肥皂水,當有氣體滲出時,就有肥皂泡出現。
4、理化性能檢驗具體的檢驗內容及要求取決于檢驗平臺\裝配檢驗平臺的驗收條件,這樣才能更好的在檢驗平臺\鉗工測量平臺生產工藝的控制和改進,有利于提高鑄鐵平臺的質量。
檢驗平臺\鉗工測量平臺質量檢驗方法:
1、將被檢驗平臺\鉗工測量平臺工斜面上涂上顯示劑,在不低于其精度等級的檢驗平臺\鉗工測量平臺上研合,在被檢檢驗平臺\鉗工測量平臺上顯示出明顯的接觸點,然后用一個50mm×50mm范圍內刻劃有2.5mm×2.5mm的400個小方格的透明薄板(如有機玻璃板).置于被檢檢驗平臺\鉗工測量平臺工作面的任意位置上,依次觀察每個方格內包含接觸點所占面積的比例(以1/10為單位).求上述比例數之和,除以4即為所檢測部位的接觸點面積的比率.為取得典型的數值.應在另一位置上測出接觸點面積的比率,求出兩次結果的平均值。
2、將平面波動儀放在鑄鐵平臺工作面上,沿任意一直線方向移動平面波動儀.移動距離為檢驗平臺\鉗工測量平臺對角線長度的一半且不應小于200mm.取平面波動儀的指示表(分度值為0.001mm)上最在值與最小值之差.即為被檢檢驗平臺\鉗工測量平臺工作面的平面波動量。
3、將檢測裝置放在被檢驗平臺\鉗工測量平臺工作面上,在不加載荷時,將扭簧比較儀測頭與工作面相接觸(為使測量準確,測頭與工作面之間可放一塊薄量塊)且記下讀數.然后根據表5規定的額定載荷施加力且記下讀數 兩次讀數之差即為被檢鑄鐵平臺工作面在額定載荷下的撓度值。
檢驗平臺\鉗工測量平臺適用于各種檢驗工作,精度測量用的基準平面,檢驗平臺\鉗工測量平臺主要用于機械工件檢驗測量中的基準面,檢查零件的尺寸精度或行為偏差,并可作精密劃線,在機械制造檢驗中是最不可缺少的平面基準量具。檢驗平臺\鉗工測量平臺是用于工件檢測或劃線的平面基準量具,是機床、機械制造、電子生產等行業不可缺少的基本裝備,其中以重工業使用最為普遍。
檢驗平臺\鉗工測量平臺精度:按國家標準計量檢定規程執行,分別為00、0、1、2、3和精刨六個等級。
檢驗平臺\鉗工測量平臺的使用:鑄鐵工作臺在使用磨損后,可以重新修刮恢復其精度,檢驗平臺\鉗工測量平臺可用涂色法檢驗零件平面度,具有準確、直觀、方便,在經過刮研的檢驗平臺\鉗工測量平臺上推動表座、工件比較順暢,無發澀感覺,方便了測量,保證了測量準確度。
檢驗平臺\鉗工測量平臺的質量檢驗:檢驗平臺\鉗工測量平臺外觀質量檢驗比較簡單,檢查是用肉眼或借助放大鏡、管道鏡級尖嘴錘等工具,觀察尋找暴露早檢驗平臺\鉗工測量平臺外表面的缺陷,如:裂紋、表面氣孔和縮孔、粘砂等缺陷,利用卡尺、直尺、千分尺、樣板和工作臺平臺,有條件的地方可利用三坐標測量儀等來檢驗平臺\鉗工測量平臺尺寸是否符合圖紙要求和尺寸偏差是否在允差范圍內,借助各種秤量工具來檢驗平臺\鉗工測量平臺質量是否在允許范圍內等。
更多檢驗平臺\鉗工測量平臺的詳細說明,圖片參考:http://www.btdgjx.com/ztpbpt/29.html
