免費建立商鋪,與百萬浙商做生意!
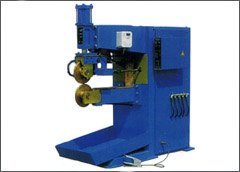
縫焊規范由下列參數決定:形成焊縫的焊點間距、滾盤壓力、滾盤直徑及工作部分的側面形狀、焊接周期(在斷續焊接時電流每次脈沖和間歇的時間)、焊接速度及焊接電流的強度。另外,工件的電阻對焊縫質量也有很大的影響,電阻的大小決定于被焊材料的性質、工件表面的準備、毛坯裝配的精確度等。縫焊機轉動導電部份采用內嵌式銀瓦結構,導電座內全密封性油浸式導電和潤滑,采用內部強制冷卻,增強了導電軸的冷卻效果。提高導電率的同時有效的防止軸瓦的“咬死”現象,轉動靈活。縫焊機有縱焊和橫焊兩種形式。縫焊機適焊汽車油箱及低碳鋼、不銹鋼等材料的盆、桶、筒及密封薄壁容器的焊接,采用氣缸垂直加壓方式,壓力調節方便,精確,采用三相變頻調速電機驅動,焊接速度調整方便、穩定、可靠性高。驅動方式可以根據用戶需要來確定上電極或下電極主動,大大地方便了用戶選用。縫焊機的采用三相電機變頻調速驅動,焊接速度均勻,調節方便,穩定。縫焊機回路均采用內部冷卻,焊輪部份采用外冷卻方式。縫焊機根據不同的厚度,不同的工件形狀大小,焊接源的不同可分為通用名"縱縫自動焊機",琴鍵式氣動壓緊工件,焊槍自動行走。焊接源可根據厚度選用氬弧焊機,co2氣保焊機,等離子焊機。焊接厚度0.3~6mm厚。可用于平板對接,圓筒直縫。主要用于化工容器類級別的大型圓體的直縫焊接。
河北東光奧特焊接設備廠
電話:0317-7761734
傳真:0317-7761734
手機:15226643466
18631716292
15033360734
聯系人:解經理
郵箱:[email protected]
網址:www.hbathj.com
郵編:061600
地址:河北省東光縣城北王交工業園區
