免費建立商鋪,與百萬浙商做生意!
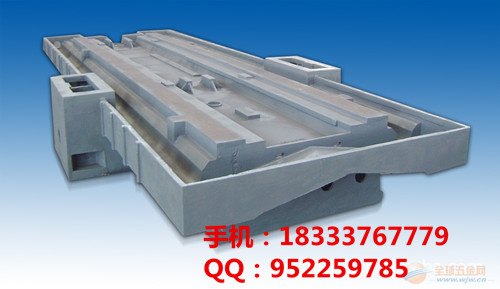
數控曲線磨床光機結構鑄件
(1)機床鑄件清理。床身鑄件清理實質就是對鑄件的美容,所謂清理就是使鑄件表面質量得以提高。對于小件,先用六角滾筒進行一次粗清理,再用拋丸清理轉臺對其二次精處理,最后用自帶除塵設備的砂輪機精整,合格后刷防銹漆入庫。對于中、大件先用震動落砂機去涂大塊砂團,然后送入 拋丸清理室拋丸清理,最后人工用手提砂輪機精整,合格刷防銹漆入庫。
(2)鑄鐵熔煉及澆注鐵水質量對機床鑄件表面質量影響,主要表現在兩個方面:一是鐵水中雜質的含量,特別是氧化鐵含量,它極易在鑄件表面產生夾渣或渣氣孔;二是鐵水中氣體含量,氣體含量高易使機床鑄件在表面或皮下產生氣孔。我們采取的主要措施是提高鐵水溫度,建立完善的沖天爐檢測系統,保證沖天爐處于正常狀態 。
(3)“高溫靜置,低溫澆注”是澆注的控制準則,以降低機床鑄件的氣孔、縮孔及表面粘砂缺陷。提高鑄造技術水平,改善出口機床鑄件表面質量
(4) 合理確定分型面盡量減少分型面,以減少因分型面所形成的飛邊、表面凹凸等鑄造表面缺陷;提高坭芯的整體性,減少坭芯之間的接合數目,減少坭芯之間或坭芯與型之間的配合間隙,以提高大型鑄件的表面凹凸度及輪廓清晰度。
(5)工藝參數的選擇工藝參數對機床鑄件尺寸精度以及輪廓清晰度有較大的影響。經過多次工藝試驗,對每一工藝參數都認真選擇。
(6)廣泛地應用最新鑄造工藝成果,提高鑄造工藝水平,以減少鑄造缺陷,特別是機床鑄件表面缺陷。
詳情:http://www.bthhjx.com
手機:18333767779 18733737779
