免費建立商鋪,與百萬浙商做生意!
SG15低噪音軸承-SG15導軌滾輪軸承
內徑(d) 5mm
外徑(D) 17mm
外圈寬度(C) 8mm
內圈凸出度(B) 1.75mm
槽形狀 U型槽
槽直徑 6mm
基本額定動負荷Cr(KN) 1.27
基本額定靜負荷Cor(KN) 0.82
重量(克) 8
材料 Gcr15軸承鋼
SG導軌滾輪軸承套圈及滾動體材料采用Gcr15軸承鋼,經真空淬回火處理,具體更高的強度和耐磨性。獨特的“沉頭”的設計使SG系列導軌滾輪可應用于扁平的,對安裝空間特別緊湊的導軌,與導軌滾輪配套的固定軸承裝入導軌滾輪后不會突出或很少突出到軸承平面。 寧波百川軸承科技有限公司專業生產《導軌滾輪軸承W系列.SG系列.LV系列.LFR系列LR系列.汽車輪轂軸承和單元.矯直輪軸承等》。滾動軸承的裝配原則:滾動軸承的裝配一般有壓入裝配法、溫差裝配法及工頻感應加熱器等。
1、在裝配滾動軸承前,應根據滾動軸承的防銹方式,選用適當的清洗劑和方法清洗潔凈。
2、在裝配前應用內、外徑千分尺檢查軸承套的內徑及軸頸的直徑,其配合公差必須符合圖紙要求。 3、滾動軸承裝在對開式軸承座內,軸承蓋和軸承座的結合面間應無間隙,但軸承外圈與軸承座兩側的瓦口處應留出一定的間隙。瓦口的側間隙可用塞尺測量檢查,如果間隙太小或出現“夾幫”現象時,可用刮刀刮削,為增大間隙。4、滾動軸承裝配,有打入法、壓入法和熱裝法。打入法在捶擊時,應采用紫銅棒或套管作為傳遞力的工具,使作用在軸承上的力對稱。壓入法是用壓力機代替錘擊,仍然利用套管傳遞力量。熱裝時嚴禁用火焰直接加熱,應用80~90℃熱油加熱,油溫不宜超過100℃。軸承加熱時不得與加熱油箱座接觸,應將軸承吊掛在油層中部,以免局部過熱引起退火
加熱時間不得少于15min,使內套膨脹到要求的數值后再裝配。熱裝過程中不得停頓,應快速一次將軸承裝到正確位置上。如軸承內鋼球保持架為不耐油塑料,則宜用水加熱,但裝配后應及時將水分擦干。
SG10/4*13*6=SG15/5*17*8=SG20/6*24*11=SG25/8*30*14=SG3512*42*14=SG66/6*22/10歡迎來電微信同號<<13567822090 QQ707962901電子郵箱;nbbearings@163咨詢
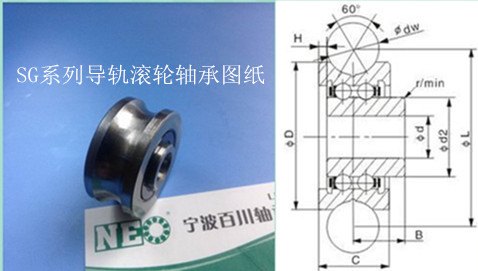
導軌滾輪型號 重量 尺寸(mm) 載荷
百川軸承 ≈(g) dw d D C B L d2 H Cw(KN) Cow(KN) Frperm(KN)
SG66 20 6 6 22 10
SG15 8 6 5 17 8 5.75 20.46 8.6 1 1.27 0.82 1.3
SG15-10 9 10 5 17 8 5.75 25.5 8.6 1 1.27 0.82 1.3
SG20 25 8 6 24 11 7.25 28.62 11.1 1.2 3.4 1.7 1.3
SG15 8 6 5 17 8 5.75 20.46 8.6 0.5 1.27 0.82 1.3
SG20 25 8 6 24 11 7.25 28.62 11.1 0.7 3.4 1.7 1.3
SG25 49 10 8 30 14 8.5 35.77 13 1 3.67 2.28 1.3
SG35
136 12 12 42 19 12.5 48.93 18 1 8.5 5.1 5.1
SG系列、W(RM,VW)系列圓弧槽的導軌滾輪軸承-"哥特式"百川軸承公司生產的SG系列的導軌滾輪與LFR系列的導軌滾輪軸承性能類似,獨有的"沉頭"的設計使SG系列導軌滾輪主要應用于扁平的,對安裝空間特別緊湊的導軌,與導軌滾輪配套的固定軸承裝入導軌滾輪后不會突出或很少突出到軸承平面.使用于繡花機等數控設備上.寧波百川軸承科技有限公司專業生產《導軌滾輪軸承W系列.SG系列.LV系列.LFR系列LR系列.汽車輪轂軸承和單元.矯直輪軸承等 歡迎來電寧波百川軸承科技有限公司歡迎來電13567822090微信同號 QQ707962901咨詢
