免費建立商鋪,與百萬浙商做生意!
現代工業自動化生產中涉及到各種各樣的檢驗、生產監視和零件識別應用,如汽車零配件批量加工的尺寸檢查和自動裝配的完整性檢查、電子裝配線的元件自動定位、IC上的字符識別等。通常這種帶有高度重復性和智能性的工作是由肉眼來完成的,但在某些特殊情況下,如對微小尺寸的精確快速測量、形狀匹配以及顏色辨識等,依靠肉眼根本無法連續穩定地進行,其它物理量傳感器也難以勝任。人們開始考慮用CCD照相機抓取圖像后送入計算機或專用的圖像處理模塊,通過數字化處理,根據像素分布和亮度、顏色等信息來進行尺寸、形狀、顏色等的判別。這種方法是把計算機處理的快速性、可重復性與肉眼視覺的高度智能化和抽象能力相結合,由此產生了機器視覺測試技術的概念。
自動化檢測的基本原理
濾光片中的各種雜質,在光學特性上必然與濾光片本身有差異。當光線入射濾光片后,各種雜質會在反射、折射等方面表現出與周圍濾光片不同的異樣。例如,當均勻光垂直入射濾光片時,如濾光片中沒有雜質,出射的方向不會發生改變,所探測到的光也是均勻的;當濾光片中含有雜質時,出射的光線就會發生變化,所探測到的圖像也要隨之改變。由于雜質的存在,在其周圍就發生了應力集中及變形,在圖像中也容易觀察。若遇到光透射型缺陷(如裂紋、氣泡等),光線在該缺陷位置會發生折射,光的強度比周圍的要大,因而相機靶面上探測到的光也相應增強;若遇到光吸收型(如砂粒等)雜質,則該缺陷位置的光會變弱,相機靶面上探測到的光比周圍的光要弱。分析相機采集到的圖像信號的強弱變化、圖像特征,便能獲取相應的缺陷信息。
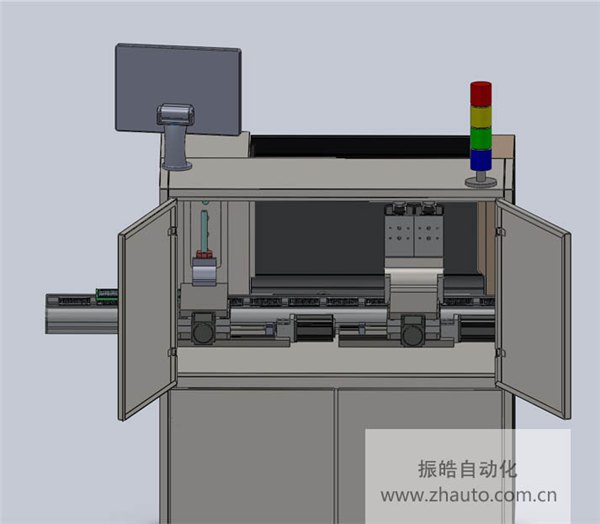
IR-Cut filter自動化檢測設備是基于濾光片產品的生產現狀,對現有勞動力密集的人工品質檢測工藝環節進行自動化改造,通過研究設計一款濾光片表面品質自動化檢測和分揀設備來替代人工檢測。本項目研發設計內容主要由表面缺陷自動識別系統設計、物流傳送系統及聯動控制設計,正次品分揀機械手設計等三個部分組成。
通過該設備的成功實施預期能實現濾光片表面品質缺陷特征的自動識別、正次品自動分揀、檢測精度達到10微米、檢測速度到180片/分鐘的目標。
自動化檢測設備系統性能參數:
1,能實現對紅外截止濾光片的雙面檢測;
2,能自動識別崩邊、劃傷、灰塵和點子、印子等四種表面缺陷特征;
3,具備次品自動分揀功能;
4,檢測精度達到10μm;
5,檢測速度達到180片/分鐘。
