免費建立商鋪,與百萬浙商做生意!
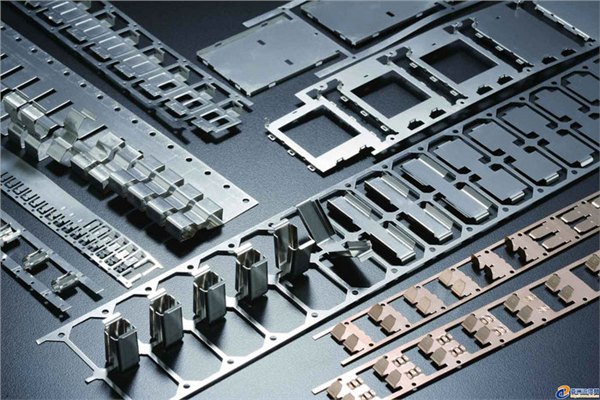
成都五金沖壓連續模廠家/四川手動沖壓機 【金匠沖壓 023-88119759】
沖壓模具的形式很多,一般有以下分類方法:
1、根據工藝性質分類:
a.沖裁模 沿封閉或敞開的輪廓線使材料產生分離的模具。如落料模、沖孔模、切斷模、切口模、切邊模、剖切模等。
b.彎曲模 使板料毛坯或其他坯料沿著直線(彎曲線)產生彎曲變形,從而獲得一定角度和形狀的工件的模具。
c.拉深模 是把板料毛坯制成開口空心件,或使空心件進一步改變形狀和尺寸的模具。
d.成形模 是將毛坯或半成品工件按圖凸、凹模的形狀直接復制成形,而材料本身僅產生局部塑性變形的模具。如脹形模、縮口模、擴口模、起伏成形模、翻邊模、整形模等。
2、根據工序組合程度分類
a.單工序模 在壓力機的一次行程中,只完成一道沖壓工序的模具。
b.復合模 只有一個工位,在壓力機的一次行程中,在同一工位上同時完成兩道或兩道以上沖壓工序的模具。
c.級進模(也稱連續模) 在毛坯的送進方向上,具有兩個或更多的工位,在壓力機的一次行程中,在不同的工位上逐次完成兩道或兩道以上沖壓工序的模具。
為了提高沖壓模具的強度,沖壓模具制作最后一道工序需要對模具表面精加工,以消除模具表面的細小裂紋,防止在受到壓力機強大沖擊力過程中,裂紋放大而損壞沖壓模具。下面介紹一下常用的幾種沖壓模具精加工方法。
1.手工研磨拋光,傳統模具表面加工方法,主要依靠操作者的經驗和技術,手工拋光比較費時,效率低下,一些較復雜曲面或者勾縫研磨拋光會比較難處理。
2.機械精加工—磨削加工。常用的磨削加工設備有平面磨床,內外圓磨床,工具磨床。為了確保精確,一般選用數控方式進行加工。根據不同的零件形狀進行選擇合適的磨床種類,板式類零件選用平面磨床,弧面及回轉面零件采用內外圓磨床或者工具磨床。
3.機械精加工—數控銑床。此中沖壓模具表面加工方法不經加工效率快,而且加工質量好,除有內銳角的型腔和極窄而深的型腔外,其它方面都能勝任。在國外已成為沖壓模具加工的主流工藝,我國也在積極發展中。
4.還有一些非機械精加工方法,比如超聲波加工,電火花拋光,激光精加工,化學拋光,電化學拋光等。
電話:023-88119759 400電話: 400 023 0034 手機:15025387227 聯系人:孫老師
地址:重慶市九龍坡區華巖西山村一社
重慶沖壓產品,重慶沖壓模具,重慶五金模具 http://www.cqjjmj.com/
識別碼:yyhkcn_cqjjmj_tml