免費建立商鋪,與百萬浙商做生意!網會員")
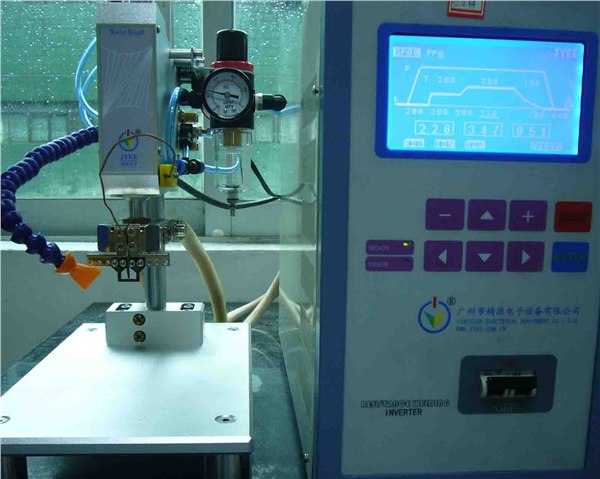
脈沖熱壓焊電源——配套各種非標脈沖熱壓焊機
脈沖熱壓焊機焊錫焊接工藝助你減少“一半工位”,人員成本立即減少一半!
脈沖直流熱壓焊機的原理、精密脈沖加熱電源原理
1、脈沖電源加熱方式是利用脈沖電流流過鉬、鈦等高電阻材料時產生的焦耳熱去加熱焊接的方式。一般要在加熱咀的前端連接有熱點偶、由此而產生的起電力實時反饋回控制電源來保正設定溫度的正確性。
2、脈沖電流加熱裝置是瞬間加熱方式,只在需要熔化焊錫時進行通電加熱。
3、金屬制的焊咀有電流通過時發(fā)熱后熔化焊錫。焊錫熔化后停止通電、進行冷卻。加壓狀態(tài)直到焊錫凝固為止,可以得到高信賴性的沒有虛焊、浮起的焊接。
FPC/FFC焊接熱壓焊機的優(yōu)勢:
1、機器作業(yè),可提高焊接效率,減少一半的焊接操作工;
2、焊接一致性好;
3、無短路、虛焊現(xiàn)象,無浮起的焊接
FPC/FFC焊接脈沖熱壓焊機的特點:
1、采用先進的段控控溫系統(tǒng),可靈活設置各段加溫狀態(tài)。對溫度、時間等參數(shù)能高精度地加以控制。
2、升溫迅速穩(wěn)定、局部瞬時加熱方式能良好地抑制對周圍元件的熱影響。
3、加壓時通電加熱和斷電冷卻同時進行、防止了結合部浮起、虛焊。最適合于柔性材、線材的熱壓焊、焊錫焊接及樹脂粘結。
4、顯示各階段的溫度。
5、熱電偶的閉環(huán)在線反饋控制提高溫度的精確度,溫控精度在3%左右。
6、焊接壓力、焊接時間、焊接溫度可精確調節(jié)。
7、可存貯20組焊接參數(shù)更換產品時非常方便。
8、多個焊點一次完成,效率高、一致性好、焊接強度高、焊點美觀、操作簡單。
9、10萬次的焊頭壽命,為貴客戶創(chuàng)造價值.
特別適用于FPC TO PCB / HSC(斑馬紙) TO FPC(柔性線路板)/ HSC TO LCD /TAB TO PCB 斑馬條TAB等產品的焊接.
脈沖電源加熱方式的應用例
1、LCD、PDP、手機等電子產品內的柔性線路板的熱壓接、焊錫焊接等。
2、HDD、線圈、電容、電機、傳感器等漆包線的焊錫焊接。
3、電腦等通信機器內的線纜、連接口的焊錫焊接。
4、數(shù)碼相機、手機等的CMOS、CCD與FPC板的焊錫焊接。
5、繼電器、打印機、小型相機等的樹脂熱壓結合。
6、微波器件內部的金線熱壓結合。
7、激光頭連接FPC的焊錫焊接
JYR機器的原理
JYR系列逆變直流熱壓焊接電源是采用IGBT逆變技術、微機控制技術和現(xiàn)代電力電子技術開發(fā)的新型電源。該設備原理見圖1。由于采用AC-DC-AC-DC的變換技術,時間控制達到毫秒級精度、控制響應和控制精度大大提高;直流輸出(圖2)使焊接工藝性顯著改善;逆變技術還使設備具有小型、節(jié)能高效等一系列優(yōu)點;微控制器(MCU)與電子技術的采用使該設備具備現(xiàn)代設備的優(yōu)秀功能,包括數(shù)字控制、監(jiān)控、故障診斷與保護、數(shù)據(jù)傳輸?shù)龋O備功能齊全、靈活方便、適應面廣。該類設備特別適合于銅、鋁等有色金屬材料的點焊、合金材料的點焊、精密零件的點焊和高質量產品的點焊。
JYR-02L逆變式熱壓焊機的特點:
1、直流輸出。焊接電流為脈動直流(且波紋度小),無交流過零不連續(xù)加熱工件的缺點,熱量集中,提高了焊接熱效率,對有色金屬材料和一些難焊材料的焊接特別適合,焊接過程穩(wěn)定、焊接質量顯著提高。同時,電極壽命獲得延長。
2、由微控制器(MCU)控制,具有溫度監(jiān)控功能。
3、逆變橋采用軟開關技術,減小開關損耗,減小電磁干擾。
4、具有溫度失常、監(jiān)控值超限、網壓超限、過熱等故障診斷與報警功能。
5、逆變橋電流失常自動關斷,增強系統(tǒng)保護。
6、兩段加熱設定,帶溫度緩升緩降功能,時間寬范圍設定(0-250ms),適用復雜焊接過程需要。
7、20組參數(shù)儲存,方便多種焊接品種使用。
8、240x128 LCD顯示,同時顯示多種內容。
9、較強的外部通訊功能:焊接結束、故障、計數(shù)信號、RS-232數(shù)據(jù)通訊口,便于自動焊使用。
10、數(shù)據(jù)存儲采用EEPROM,無電池壽命問題。
11、響應速度快。由于采用了較高的逆變頻率(4kHz),通電時間控制周期為0.25ms,比通常交流焊機的20ms提高80倍,控制精度明顯提高。與電容儲能焊機相比,無需充放電,可控性明顯增強,特別適合于精密件的焊接和高質量、高精度、高速度焊接。
12、采用先進的段控控溫系統(tǒng),可靈活設置各段加溫狀態(tài). 對溫度、時間等參數(shù)能高精度地加以控制。
13、升溫迅速穩(wěn)定,局部瞬時加熱方式能良好地抑制對周圍元器件的熱影響。
14、顯示各階段的溫度。
15、熱電偶的閉環(huán)在線反饋控制提高溫控的精確度。
逆變直流點焊機的優(yōu)勢
電流控制
焊接電流為脈動直流,無交流過零不加熱工件的缺點。
每一個焊接周波為0.25毫秒(4kHz逆變頻率),每0.25毫秒自動檢測輸出電流,保證了輸出電流的一致性,避免了受電網波動影響,避免了虛焊的情況。
控制精度高,焊接時間可控制在N個周波。
長期穩(wěn)定性
不需更換核心零部件,能保證長期電流輸出的穩(wěn)定和一致。保證了焊接的一致性。
焊接速度
焊接速度快,實際每分鐘輸出焊點可達500個,最高可輸出焊點每分鐘可達1200個焊點。
完全可配套自動化焊接設備。
