免費建立商鋪,與百萬浙商做生意!
2000x4000精刨檢驗平臺 2級刮研檢驗測量平臺銷售生產廠家
檢驗平臺\檢驗測量平臺的生產流程:
1、檢驗平臺\檢驗測量平臺制定生產計劃,設計圖紙
2、檢驗平臺\檢驗測量平臺制作消失模-泡沫型
3、檢驗平臺\檢驗測量平臺沙坑造型
4、檢驗平臺\檢驗測量平臺澆注
5、檢驗平臺\檢驗測量平臺毛坯鑄件進行回火
6、檢驗平臺\檢驗測量平臺機床粗加工
7、檢驗平臺\檢驗測量平臺進行二次回火消除內應力,防止變形
8、檢驗平臺\檢驗測量平臺進行機床精加工,平臺外形尺寸到位
9、檢驗平臺\檢驗測量平臺平面度要求高的平臺進行人工刮研處理
10、處理檢驗平臺\檢驗測量平臺的外觀,并進行包裝。
檢驗平臺\檢驗測量平臺工藝:
1、檢驗平臺\檢驗測量平臺進行烘干:對于干模造型烘干工藝,要按操作規程進行操作,烘干時間為8h以上,以防因烘干不透而造成砂、氣孔等缺陷。
2、檢驗平臺\檢驗測量平臺制作模樣:模樣是鑄造生產主要的工藝裝備,也是鑄造生產的第一道工序,在保證幾何尺寸的同時。
3、也要考慮生產規模及使用方便性,在制作過程中首先要考慮的是其工藝結構和性能。
4、一方面提高生產率,另一方面要保證質量。
5、在使用過程中要檢驗模樣的完整性,保證無缺陷使用。
6、如果有缺陷要經過修理后才能夠使用,起模時要注意敲擊力度,鋁模要墊木塊進行敲擊,減少鋁模的受損程度。
7、合理的檢驗平臺\檢驗測量平臺工藝:操作者要嚴格按工藝過程進行操作,歷求量具鑄件結構使模樣制造簡單方便,使分型面數目少,具有拔模斜度,砂芯數量要少,有合理的壁厚,連接處要有過渡。選擇合理的澆注系統,使量具鑄件順序凝固,以得到組織均勻的量具鑄件。
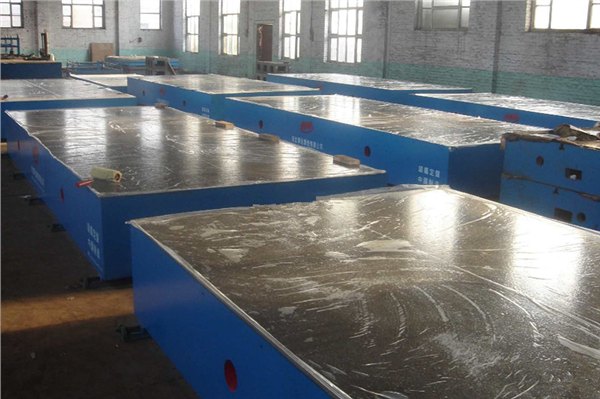
檢驗平臺\檢驗測量平臺用于檢驗機械零件平面度,平行度,直線度等形位公差的測量基準,也可用于精密零件的劃線和測量,實驗,鉚焊,焊接,基礎,工作臺等。
檢驗平臺\檢驗測量平臺工作面采用刮研工藝,工作面可以設計圓孔,長方孔,方孔,T型槽,U型槽,V型槽.
檢驗平臺\檢驗測量平臺材質:高強度鑄鐵HT200—300,經過兩次人工處理(人工退火600度—700度和自然時效2—3年)使用該產品的精度穩定,耐磨性能好.
檢驗平臺\檢驗測量平臺按國家GB7947-1999標準制造.檢驗平臺\檢驗測量平臺精度等級有0,1,2,3,級及精刨,檢驗平臺\檢驗測量平臺制成筋板式和箱體式,工作面有長方形,正方形或圓形.工作面采用刮削工藝,工作面上可加工V形,T形,U形槽和圓孔,長孔等.
更多檢驗平臺\檢驗測量平臺的詳細說明,圖片參考:http://www.btdgjx.com/ztpbpt/29.html
