免費建立商鋪,與百萬浙商做生意!
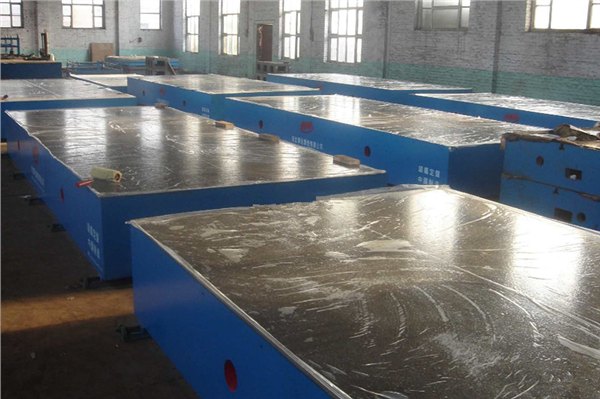
廠家現貨供應2000*3000*檢驗平臺 優質鑄鐵平臺標準制造
檢驗平臺\鑄鐵平臺按國家JB/T7974————1999標準制造,檢驗平臺\鑄鐵平臺精度等級有00、0、1、2、3級及精刨,檢驗平臺\鑄鐵平臺制成筋板式和箱體式,工作面有長方形、正方形或圓形,工作面采用刮削工藝,工作面上可加工V形、T形、U形糟和圓孔、長孔等。
檢驗平臺\鑄鐵平臺廣泛應用于機械加工,工具車間,機(檢)修車間,大型設備底座,計量及精密度加工的檢驗,測量和研磨,具有精確的測量水準,檢驗工件的平面度,平直度以及角度的公差值檢測等。
檢驗平臺\鑄鐵平臺材質:材質為高強度鑄鐵HT200-300,工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使檢驗平臺\鑄鐵平臺的精度穩定,耐磨性能好。
檢驗平臺\鑄鐵平臺詳細介紹:
1、使用前用無腐蝕性汽油,將工作面的防銹油洗凈,并用脫脂棉紗擦拭干凈,方可使用。
2、溫度變化會使測量產生誤差,應在20±5℃范圍內使用。
3、使用時用水平儀調整到水平,使支點均勻分布各支點上。
4、用時小心、嚴防碰撞。
5、用完后擦凈,涂無水酸性的防銹油,覆蓋防潮紙,置于清潔干燥處存放。
6、周檢期:最長周檢期一年。
檢驗平臺\鑄鐵平臺精度刮研工藝:
1、檢驗平臺\鑄鐵平臺專業生產廠家,選材精湛,由熟練的操作工埋型,鑄型,沖天爐熔煉鑄鐵,形成鐵水澆注成型,時效退火處理,具有更穩定性,結實性,工作面由熟練的鉗工操作員,粗刮,精刮,細刮,排點四步制作成,分為0級,1級,2級,3級四個等級,用戶可以根據所對應的規格,選擇所需要的精度。
2、檢驗平臺\鑄鐵平臺的刮削是機械制造和修理中最終精加工一種重要方法。刮削工藝在用刮刀在加工過的工件表面上刮去微量金屬,以提高表面形狀精度、改善配合表面間接觸狀況的鉗工作業。
3、每次刮削前,需要在精密的平板、平尺、專用檢具或與工件相配的偶件表面涂一層很薄的顯示劑(也可涂在工件上),然后與工件合在一起對研,對研后,工件表面的某些凸點便會清晰地顯示出來,顯點后將顯示出的凸起部分刮去。
4、檢驗平臺\鑄鐵平臺在經過反復地顯點和刮削,可使工件表面的顯示點數逐步增多并均勻分布,這表示表面的形狀誤差在逐步減小。
5、刮削后的外露表面上,有時再刮一層整齊的魚鱗狀花紋或斜花紋以改善外觀。
6、在精刨、精銑或磨削后的精密滑動面上刮一層月牙花紋或鏈狀花紋,可改善工作時的潤滑條件,提高耐磨性。
更多檢驗平臺\鑄鐵平臺的詳細說明,圖片參考:http://www.btdgjx.com/ztpbpt/29.html
