免費(fèi)建立商鋪,與百萬(wàn)浙商做生意!注冊(cè)成為浙江民營(yíng)企業(yè)網(wǎng)會(huì)員")
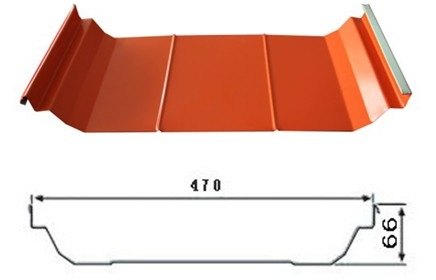
彩鋼板是現(xiàn)在比較受歡迎的一種材料,并且這種材料的操作方法和使用方面需要注意的問(wèn)題很多,當(dāng)這種結(jié)構(gòu)在產(chǎn)生較薄鍍鋅鍍層時(shí)應(yīng)注意哪些問(wèn)題。 1、提高鋅鋼內(nèi)的含鋁量,0.8%-0.9%范圍內(nèi)。 2、適當(dāng)減少氣刀的縫隙,一般控制在中間0.6-0.8mm,兩端1.1—1.4mm。 3、最大限度減少氣刀與彩鋼板的距離,以不產(chǎn)生擦痕為止,因而就必須采取減少帶鋼振動(dòng)和改善板形的措施。 4、設(shè)計(jì)時(shí)適當(dāng)選擇大功率的氣刀風(fēng)機(jī),并最大限度地減少管道阻力損耗。要做到拐彎少、距離短。 5、在可能的情況下采用空氣加熱措施。 6、在可能的情況下適當(dāng)降低生產(chǎn)線速度。 彩鋼板安裝要點(diǎn) 1、鋼構(gòu)件的預(yù)制,按著安裝順序和工藝要求在鋼平臺(tái)上進(jìn)行鋼構(gòu)件的預(yù)制和組裝,要保證焊接制作質(zhì)量。 2、型鋼的拼接翼緣板拼接接縫和腹板拼接接縫的間距應(yīng)大于200㎜。翼緣板拼接長(zhǎng)度不應(yīng)小于2倍板寬;腹板拼接寬度不應(yīng)小于300㎜,長(zhǎng)度不應(yīng)小于600㎜。 3、為了焊接方便,保證焊接質(zhì)量,盡量將立柱、橫梁上的加強(qiáng)筋板、連接板、墊板、挑梁(梁)等在地面鋼平臺(tái)上按施工圖尺寸進(jìn)行組對(duì)焊接。 hebeibaofa
關(guān)于我們 | 友情鏈接 | 網(wǎng)站地圖 | 聯(lián)系我們 | 最新產(chǎn)品
![]() 浙江民營(yíng)企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙江民營(yíng)企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙ICP備11047537號(hào)-1
