免費(fèi)建立商鋪,與百萬浙商做生意!注冊(cè)成為浙江民營企業(yè)網(wǎng)會(huì)員")
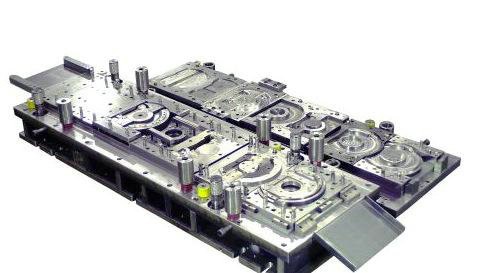
重慶精密連續(xù)模廠家/重慶沖壓工藝學(xué) 【金匠沖壓 023-88119759】
為了提高沖壓模具的強(qiáng)度,沖壓模具制作最后一道工序需要對(duì)模具表面精加工,以消除模具表面的細(xì)小裂紋,防止在受到壓力機(jī)強(qiáng)大沖擊力過程中,裂紋放大而損壞沖壓模具。下面介紹一下常用的幾種沖壓模具精加工方法。
1. 手工研磨拋光,傳統(tǒng)模具表面加工方法,主要依靠操作者的經(jīng)驗(yàn)和技術(shù),手工拋光比較費(fèi)時(shí),效率低下,一些較復(fù)雜曲面或者勾縫研磨拋光會(huì)比較難處理。
2. 機(jī)械精加工—磨削加工。常用的磨削加工設(shè)備有平面磨床,內(nèi)外圓磨床,工具磨床。為了確保精確,一般選用數(shù)控方式進(jìn)行加工。根據(jù)不同的零件形狀進(jìn)行選擇合適的磨床種類,板式類零件選用平面磨床,弧面及回轉(zhuǎn)面零件采用內(nèi)外圓磨床或者工具磨床。
3. 機(jī)械精加工—數(shù)控銑床。此中沖壓模具表面加工方法不經(jīng)加工效率快,而且加工質(zhì)量好,除有內(nèi)銳角的型腔和極窄而深的型腔外,其它方面都能勝任。在國外已成為沖壓模具加工的主流工藝,我國也在積極發(fā)展中。
目前制造沖壓模具的材料絕大部分以鋼材為主,常用的模具工作部件材料的種類有:碳素工具鋼、低合金工具鋼、高碳高鉻或中鉻工具鋼、中碳合金鋼、高速鋼、基體鋼以及硬質(zhì)合金、鋼結(jié)硬質(zhì)合金等等。
1.碳素工具鋼
在模具中應(yīng)用較多的碳素工具鋼為T8A、T10A等,優(yōu)點(diǎn)為加工性能好,價(jià)格便宜。但淬透性和紅硬性差,熱處理變形大,承載能力較低。
2. 高碳高鉻工具鋼
常用的高碳高鉻工具鋼有Cr12和Cr12MoV、Cr12Mo1V1(代號(hào)D2),它們具有較好的淬透性、淬硬性和耐磨性,熱處理變形很小,為高耐磨微變形模具鋼,承載能力僅次于高速鋼。但碳化物偏析嚴(yán)重,必須進(jìn)行反復(fù)鐓拔(軸向鐓、徑向拔)改鍛,以降低碳化物的不均勻性,提高使用性能。
系統(tǒng)將按以下原則選擇沖壓模具:
①對(duì)可以歸入基本圖形的輪廓,首先到?jīng)_模庫中搜尋是否有與輪廓完全一致、可以用一個(gè)沖壓動(dòng)作沖出該輪廓的沖壓模具。若有這種模具,將忽略在“選擇沖壓模具下”設(shè)定的沖壓模具,直接使用搜尋到的沖壓模具。
②對(duì)矩形輪廓,當(dāng)長邊大于或等于短邊的1.5倍時(shí),將自動(dòng)搜尋是否有與矩形短邊一致的方形沖壓模具:對(duì)長圓槽或圓槽搜尋是否有槽寬一致的圓形沖壓模具,若有則直接使用該沖模。經(jīng)過以上兩步仍未確定沖模時(shí),則考慮用方形沖模或圓形沖模步?jīng)_直線或圓弧。
③先考慮在“選擇沖壓模具下”設(shè)定的沖模,對(duì)設(shè)定的方形模具分析待沖壓的直線是否大于或等于沖模邊長的1.5倍,圓形沖模沖壓曲線內(nèi)側(cè)時(shí)分析待沖壓的圓弧直徑是否大于沖模直徑。若是則使用設(shè)定的沖模。
④若設(shè)定的沖模不合適,系統(tǒng)將沖壓模具庫中從小到大搜尋方形或圓形沖模,使用滿足待沖壓的直線大于或等于沖模邊長的1.5倍。
電話:023-88119759 400電話:400 023 0034 手機(jī):15025387227 聯(lián)系人:孫老師
地址:重慶市九龍坡區(qū)華巖西山村一社
重慶沖壓產(chǎn)品,重慶沖壓模具,重慶五金模具 http://www.cqjjmj.com/
識(shí)別碼:yyhkcn_cqjjmj_tml
關(guān)于我們 | 友情鏈接 | 網(wǎng)站地圖 | 聯(lián)系我們 | 最新產(chǎn)品
![]() 浙江民營企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙江民營企業(yè)網(wǎng) sz-yuerui.com 版權(quán)所有 2002-2010
浙ICP備11047537號(hào)-1
