作者:
時間:2020年04月29日
信息來源:
推于拉的關系界面有那些?
推-拉界面是否要用、怎么使用拉只是藍圖的一部分,在哪兒用也很重要。甚至在一個單獨的生產系統中,部分按照拉式操作都是可能的。推-拉界面(push-pull interface)是確定何處放置拉式過程時的一個有用概念,它將生產流程分成推段與拉段2。成功地選擇這個界面的位置能使系統利用拉的優點而取得戰略優勢,同時還能保持推式系統的客戶驅動的特征。
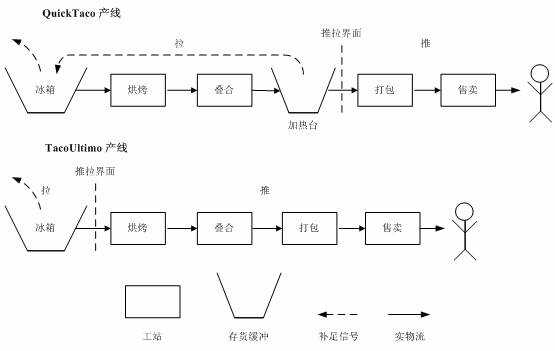
圖 10.2 推-拉界面的位置圖示為了理解推-拉界面的概念,不妨將推定義為“接單生產”的形式來,而將拉定義為“備貨生產”的形式。為了理解如何將相似的產線有區別地分成推段和拉段,我們考察圖 10.2所示的兩個生產系統。
在 QuickTaco 的前端,玉米煎餅備貨生產以維持加熱臺的固定庫存水平,使得這一部分表現為拉式;產線的后端只有在客戶訂單觸發后才會移動制品,因此這一部分表現為推式。推-拉界面位于加熱臺處。相反地,在 TacoUltimo 中,玉米煎餅的移動只能由客戶訂單來觸發,因而它完全是一個推式系統。推-拉界面位于冰箱處,在那里按照庫存目標來儲存原材料。對比 QuickTaco 與 TacoUltimo 的相對優勢,我們可以獲得權衡推-拉界面位置的洞察力。TacoUltimo,因為它完全由訂單驅動并且幾乎全部以原材料形式保有庫存,所以具有柔性優勢(即,它能生產客戶想要的任何一種煎餅);QuickTaco,因為它保有成品煎餅庫存,所以具有反應能力優勢(即,它能向客戶提供更短的提前期)。
因此,需要在速度和柔性之間進行權衡。通過將推-拉界面移近客戶,我們可以縮短提前期,而代價是降低柔性。所以對于一個給定的系統應該如何來選擇推-拉界面的位置呢?既然它取決于客戶的偏好以及生產流程的實質細節,那么這就不是一個簡單的問題。但是,我們能夠提供一些觀測資料和現實中的例子。首先,請注意速度是促使我們將推-拉界面移近客戶的首要原因。因此只有在客戶看來增加的速度確實顯著提高了服務水平時,這么做才是有意義的。例如,一個線上周期時間為兩小時卻實行日末出貨(end-of-day shipments)的生產系統,通過移動推-拉界面縮短了周期時間,但客戶卻看不出提前期有任何不同。甚至在速度顯然很關鍵的快餐行業,也有一些使用 TacoUltimo 型產線的餐館。
他們這么做是因為確信整條產線的周期時間已經足夠地短,能夠使系統滿足客戶的期望。然而,在速度壓力特別大的就餐高峰期,許多 TacoUltimo 型餐館會轉向 QuickTaco 型。其次,我們觀察到推-拉界面的選擇受到它自身流程的巨大影響。例如,在玉米煎餅產線中我們可能會建議將推-拉界面放在裝配線中間的某個地方。那就是說,做好玉米面餅并在里面裝上肉,讓口開著,等待涂上配料(toppings)。
然而,這會導致存儲和質量問題(如,部分疊合的煎餅會散開),因而可能是不可行的。
第三,請注意推-拉界面位置的經濟性會受到產品通過系統時是如何被定制化的影響。在終端品目(end items)非常少的系統(如,一個只有原木和膠水等原材料,并且生產少數集中不同厚度夾板的夾板制造廠)中,將推-拉界面放在制成品(finished goods)處是相當明智的。然而,在一個有許多終端品目的系統(如,一個零部件可以組合到一系列不同 PC成品的 PC 裝配廠)中,保持制成品庫存是非常昂貴的(見 8.8.2 節中安全庫存集結(aggregation)的例子)。
例如,在玉米煎餅生產系統中,將推-拉界面放在包裝之后不是個好主意,因為那需要將煎餅按照所有需要的類型(size)和組合(combination)分裝成不同的袋來進行儲存。最后,請注意認識到定制化與變動性匯聚(variability pooling)緊密相關,如我們在第八章中的介紹。在一個越向產線下游產品定制化程度越高的系統中,推-拉界面向上游移動可以降低為應對需求變動性而設立的安全庫存的數量。
例如,貝納通(Benetton)使用這樣的系統,沒有著色的毛衣進行備貨生產,然后按訂單進行染色。也就是說,他們將推-拉界面從染色工序之后移到之前。通過這樣做,他們分擔了對不同顏色毛衣的庫存,并因此降低了達到給定客戶服務水平所需的庫存成本。一些其他的因重新定位推-拉界面位置而提高整體系統績效的真實例子包括以下這些:1. IBM 有一個印制電路板生產車間,能夠將玻璃纖維和一些不同厚度的銅制成 150 種不同的電路板。產線的前面部分生產基板(core blanks)——銅片和玻璃纖維,所有的電路板制造都是從這里開始的。只有八種不同的基板,經由固定的成批疊壓制程生產出來,很難將其與客戶訂單匹配。管理層對基板儲存進行選擇(即,將推-拉界面從原材料處移動到疊壓制程之后的庫存點)。
這樣做的結果是從能夠被客戶感知的提前期中減少一到兩天的周期時間,但只需額外增加一點點庫存成本。
2. 通用汽車引入了一個新的車輛配送系統,從佛羅里達的卡迪拉克開始,在地區配送中心中儲存那些受歡迎的型號(《華爾街日報》,1996 年 10 月 21 日,A1)。目標是任何一個特許經銷商都能夠為用戶提供 24 小時“pop cons”送貨服務。其他型號的提前期將保持在傳統的數周的水平。所以,不同于傳統的系統中推-拉界面在裝配車間(對于接單生產的車)或者經銷商處(對于備貨生產的車),這一新的系統將推-拉界面置于地區配送中心。這么做的愿望是在經銷商之間分擔庫存,通用汽車將能夠在總庫存成本很低的情況下對大部分銷售提供快速送貨服務。這個例子向我們說明了同一系統中不同產品的推-拉界面位置不同是可能的更是值得的。
3. 惠普公司面向歐洲市場生產多種不同的打印機,然而,由于不同的電壓以及插座,打印機在不同的國家需要不同的電源裝置。他們將生產流程修正到停止于電源處,這樣就可以將沒有差別的打印機運到歐洲的配送中心,在那里完成打印機的客戶定制,針對不同的國家安裝不同的電源(參閱 Lee、Billington 和 Carter 在 1993 年關于這個系統的討論)。
將推-拉界面放在以歐洲為基礎的配送中心而不是以美國為基地的工廠,可以從客戶提前期中取消整個的運送周期時間。同時,以電源的形式來推遲客戶定制,使得惠普能夠在各個國家之間分擔庫存。這是一個延遲(postponement)的例子,這種情況下產品和生產流程以允許盡可能晚的定制為目的來設計。延遲策略可以用來在高度定制的制造環境中建立快速的客戶響應,有時候這項技術被稱作大規模定制(mass customization)(Feitzinger 和 Lee,1997)。
來源:《工廠物理學》 作者是(美)霍普 斯皮爾曼
版權歸原作者所有,如有侵權請聯系我們
聲明:轉載此文是出于傳遞更多信息之目的。并不意味著贊同其觀點或證實其描述。文章內容僅供參考,不構成任何建議。若有來源標注錯誤或侵犯了您的合法權益,請作者持權屬證明與本網聯系,我們將及時更正、刪除,謝謝。