作者:
時(shí)間:2020年04月29日
信息來源:
怎樣去合理的降低制造成本并削減變動(dòng)性
削減變動(dòng)性保持高的客戶服務(wù)水平的關(guān)鍵是產(chǎn)線流量的可預(yù)測(cè)性。特別地,我們需要低的周期時(shí)間變動(dòng)性(cycle time variability)。如果周期時(shí)間變動(dòng)性低,我們就能知道一項(xiàng)加工任務(wù)完整地通過車間需要多久。
這就使我們能夠?qū)蛻魣?bào)出精確的完工日期,然后去滿足他們。低周期時(shí)間變動(dòng)性還幫助我們提供給客戶更短的提前期。如果周期時(shí)間是 10±6 天,那么我們將不得不報(bào)出 16 天的提前期,從而確保高的客戶服務(wù)水平。
從另外一個(gè)方面,如果周期時(shí)間是 10±1 天,那么,就能夠報(bào)出 11 天的提前期了。看板系統(tǒng)能夠比純拉式系統(tǒng)達(dá)到更短的周期時(shí)間。因?yàn)橹芷跁r(shí)間隨著 WIP 水平的增加而增加(根據(jù)里特定律),而看板能夠阻止 WIP 爆炸,同樣它能夠阻止周期時(shí)間爆炸。然而,請(qǐng)注意產(chǎn)生這種效應(yīng)的原因又一次是 WIP 上限,而不是每個(gè)工站的拉式系統(tǒng)。
因此,任何一個(gè)限制了 WIP 數(shù)量的系統(tǒng)都能夠阻止可能發(fā)生在純推式系統(tǒng)中的強(qiáng)烈 WIP 回轉(zhuǎn)以及由此而產(chǎn)生的長(zhǎng)周期時(shí)間。看板常常能夠直接地減少工站中周期時(shí)間的變動(dòng)性。這就是關(guān)于 JIT“降低水位暴露礁石”的類比。關(guān)鍵地是,看板限制了系統(tǒng)中的 WIP,使系統(tǒng)更容易受到變動(dòng)性的攻擊,而且能夠因此對(duì)管理層形成一種持續(xù)改善的壓力。
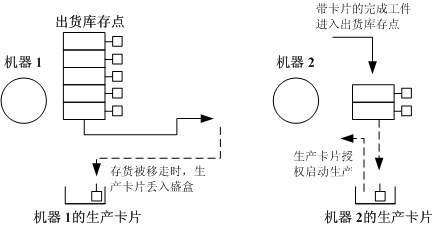
我們用圖 10.3 中的簡(jiǎn)單例子展示了這個(gè)類比背后的直覺性知識(shí)。這個(gè)系統(tǒng)由兩個(gè)機(jī)器組成,機(jī)器 1 的產(chǎn)品作為機(jī)器 2 的原料。
機(jī)器 1 很快,每秒生產(chǎn)一個(gè)部件;而機(jī)器 2 較慢,每小時(shí)生產(chǎn)一個(gè)。假設(shè)采用看板體系(單卡片),將機(jī)器間的 WIP 限制在五件之內(nèi)。因?yàn)闄C(jī)器 1 很快,在機(jī)器 1 運(yùn)轉(zhuǎn)的時(shí)候,這個(gè)緩沖區(qū)常常是滿的。然而,假設(shè)機(jī)器 1 常常遭受周期性的失效。如果故障時(shí)間長(zhǎng)于五小時(shí),那么機(jī)器 2,原先的瓶頸,將會(huì)感到饑餓。
因此,由于機(jī)器 1 失效的頻率和持續(xù)時(shí)間,機(jī)器 2 在大部分時(shí)間6里將會(huì)非常饑餓,盡管機(jī)器 1 的速度極快。明顯地,如果緩沖區(qū)容量(看板系統(tǒng)中卡片的數(shù)量)增加,機(jī)器 2 的饑餓程度將會(huì)減小。舉個(gè)例子,如果緩沖區(qū)增加到 10 件,那么只有超過 10 小時(shí)的失效才會(huì)引起饑餓。過量的WIP 能夠有效的使系統(tǒng)免于遭受由故障引起的破裂效應(yīng)。
但是像我們之前注意到的那樣,純推式系統(tǒng)需要更高的平均 WIP 水平去完成設(shè)定的產(chǎn)出水平。純推式系統(tǒng)傾向于用這種方式來掩蓋機(jī)器 1 故障帶來的影響。推式系統(tǒng)有著更高的 WIP 水平,因而故障的破壞性也較小。只要管理層愿意維持高的 WIP 水平,提高機(jī)器 1 的可靠性的壓力也就微乎其微了。
圖 10.3 由有限容量緩沖區(qū)連接的工站像 JIT 文獻(xiàn)中指出的那樣,如果想在低的 WIP 水平(及短周期時(shí)間)的情況下保持高的產(chǎn)出水平,就必須減少這些具有破壞性的變動(dòng)性的來源(失效、換模、重工等等)。
我們?cè)俅巫⒁獾剑@種壓力的來源是有限的 WIP 水平,而不是每個(gè)工站的拉式機(jī)制。確切地說,每個(gè)工站的拉式機(jī)制控制了流程中每個(gè)點(diǎn)的 WIP 水平,這不是必須有一個(gè)通用的 WIP 上限的情形。然而,通過 WIP 上限來減少整體的 WIP 水平將會(huì)減少不同工站間 WIP 數(shù)量的平均水平,從而能夠造成促進(jìn)持續(xù)改善的壓力。通用的 WIP 上限是否能夠在產(chǎn)線上合理地分配WIP 將是我們?cè)谏院髸?huì)探討的問題。
來源:《工廠物理學(xué)》 作者是(美)霍普 斯皮爾曼
版權(quán)歸原作者所有,如有侵權(quán)請(qǐng)聯(lián)系我們
聲明:轉(zhuǎn)載此文是出于傳遞更多信息之目的。并不意味著贊同其觀點(diǎn)或證實(shí)其描述。文章內(nèi)容僅供參考,不構(gòu)成任何建議。若有來源標(biāo)注錯(cuò)誤或侵犯了您的合法權(quán)益,請(qǐng)作者持權(quán)屬證明與本網(wǎng)聯(lián)系,我們將及時(shí)更正、刪除,謝謝。
監(jiān)")
監(jiān)")